undefined

Similar Products






Description
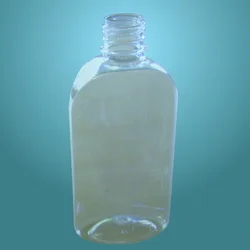
Our pharmaceutical bottles represent the pinnacle of secure medicine packaging, engineered to deliver uncompromising protection and regulatory compliance. These premium containers ...
Our pharmaceutical bottles represent the pinnacle of secure medicine packaging, engineered to deliver uncompromising protection and regulatory compliance. These premium containers ensure the safe storage and transportation of various medicinal products while meeting stringent industry standards. Available in multiple size options and material choices including HDPE, PET, and glass, they accommodate diverse pharmaceutical needs with precision. Each bottle undergoes rigorous manufacturing processes to prevent leakage, contamination, and product degradation, establishing them as a trusted packaging solution for businesses worldwide. The emphasis on quality craftsmanship and reliability guarantees that your medicinal products remain protected throughout their journey from production to patient administration. These specialized bottles serve critical roles across multiple healthcare and industrial sectors. Pharmaceutical companies utilize them for packaging tablets, capsules, liquid formulations, and powdered medications. The nutraceutical industry depends on them for dietary supplements while veterinary medicine providers use them for animal health products. Clinical laboratories and research facilities employ these bottles for maintaining sample integrity, and hospitals and pharmacies rely on them for safe medicine dispensing. Chemical manufacturers also utilize these containers for sensitive compounds. Their versatility and adherence to global regulatory standards make them suitable for both domestic and international markets, serving businesses of all scales from small enterprises to large corporations. The inherent business value of our pharmaceutical bottles lies in their proven reliability, adaptable customization options, and long-term cost efficiency. By selecting our packaging solutions, you invest in product safety enhancement, waste reduction, and customer trust building. The durable construction and thoughtful design minimize transit damage risks, ensuring your products arrive in optimal condition. Customization capabilities allow for both branding opportunities and functional adaptations, providing competitive advantages in the marketplace. With consistent quality assurance and dependable delivery schedules, we offer a reliable supply chain partnership that supports your business growth objectives and operational efficiency goals. Key Features: - Multiple material options including HDPE, PET, and glass for diverse requirements - Customizable sizes and closure systems including screw caps and child-resistant caps - Manufacturing compliance with international pharmaceutical packaging standards - Superior barrier protection against moisture, light, and environmental contaminants - Durable yet lightweight construction for safe and cost-effective transportation Benefits: - Enhanced product protection throughout storage and distribution cycles - Regulatory compliance assurance for market access and quality standards - Reduced product loss and waste through reliable containment solutions - Customization flexibility for specific product and branding requirements - Cost-effective packaging that maintains quality while optimizing shipping expenses
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These premium pharmaceutical bottles deliver essential protection for medicines throughout the supply chain. They safeguard tablets, capsules, liquids, and powders from contamination, moisture, and light exposure, ensuring product integrity from manufacturing to end-user. Their robust construction maintains efficacy and extends shelf life for sensitive pharmaceutical products across diverse handling conditions. Multiple industries depend on these secure containers for safe product containment. Pharmaceutical manufacturers, nutraceutical companies, veterinary medicine producers, clinical research facilities, and chemical manufacturers all utilize these bottles. Hospitals and pharmacies rely on them for organized medicine dispensing while diagnostic labs use them for sample integrity. Custom options address specific regulatory requirements and functional needs across global markets. - Secure packaging for prescription and over-the-counter tablets and capsules - Liquid medicine storage including syrups, suspensions, and oral solutions - Safe containment of powdered pharmaceuticals and nutritional supplements - Sterile packaging for clinical samples and laboratory reagents - Child-resistant and tamper-evident packaging for consumer safety
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aadeshwar Corporation, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
Southeast Asia
Pharmaceutical Packaging Premium Pharma Bottles Secure Storage
Premium pharmaceutical bottles provide secure medicine storage with customizable sizes and closures. Ideal for pharma companies, hospitals, and labs seeking reliable, compliant packaging solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aadeshwar Corporation Gujarat, India
Gujarat, India
Manufacturer