₹
Apparel & Fashion
Loading subcategories...
View More

Description
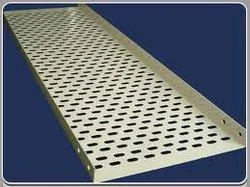
Our industrial perforated cable trays are engineered for superior cable management, combining exceptional durability with practical functionality for demanding environments. Manufa...
Our industrial perforated cable trays are engineered for superior cable management, combining exceptional durability with practical functionality for demanding environments. Manufactured from high-quality materials including galvanized steel, stainless steel, and aluminum, these trays ensure long-term reliability and excellent corrosion resistance. The perforated design provides optimal ventilation that reduces heat buildup while maintaining structural integrity under heavy loads. Each tray undergoes rigorous quality control testing to meet performance standards, with options available to match specific project requirements and environmental conditions for consistent performance. These cable trays serve critical functions across multiple industries, providing organized cable support where reliability matters most. In manufacturing plants, they efficiently manage power and control cables for machinery and automated equipment systems. Telecommunications and data centers utilize them for server rack cable organization and network infrastructure management. Commercial buildings rely on them for electrical and data cable management throughout facilities, while power plants and utility stations depend on their robust construction for high-voltage applications. Transportation infrastructure projects including airports and railway stations implement these trays for integrated system support, demonstrating their versatility across multiple operational sectors. The value of our perforated cable trays lies in their proven reliability, cost-effectiveness, and long-term performance benefits. They significantly reduce installation time with user-friendly mounting systems and require minimal ongoing maintenance, substantially lowering total ownership costs over time. Their corrosion-resistant materials ensure extended service life even in challenging environmental conditions, providing dependable infrastructure support for years. The available options allow businesses to select solutions that perfectly fit specific project needs, ensuring optimal functionality and performance. These trays enhance operational safety by preventing cable damage and reducing fire risks through improved ventilation, making them a smart infrastructure investment for businesses seeking quality cable management products. Key Features: - High tensile strength construction supporting heavy cable loads - Multiple material options including galvanized steel, stainless steel, and aluminum - Perforated design providing optimal ventilation and heat dissipation - Available in various sizes and configurations for project requirements - Robust manufacturing with strict quality control and testing standards Benefits: - Enhanced cable protection and organization for improved safety - Reduced installation time with easy mounting systems - Minimal maintenance requirements lowering operational costs - Corrosion-resistant materials ensuring long service life - Improved heat dissipation reducing cable degradation risks
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Perforated cable trays deliver essential cable management and protection across diverse industrial environments. Their ventilated design reduces heat buildup while allowing easy access for maintenance and inspections. These trays support both electrical and data cables, ensuring organized routing and enhanced safety in demanding applications with high cable density requirements. These robust support systems are widely used in industries requiring reliable cable management solutions. The perforated construction ensures optimal airflow and efficient weight distribution, making them suitable for dynamic settings. Their adaptability makes them ideal for both permanent installations and modular projects requiring flexibility across various operational environments. - Data centers and telecommunications facilities for server rack cable organization - Manufacturing plants and industrial facilities for machinery power and control cables - Office buildings and commercial complexes for electrical and network infrastructure - Power plants and utility stations for high-voltage cable support and management - Transportation hubs including airports and railway stations for integrated systems
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vikram Steel Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Perforated Cable Trays For Data Centers And Manufacturing
Industrial perforated cable trays provide durable cable management for data centers and manufacturing facilities. Available in galvanized steel, stainless steel, and aluminum materials with custom sizing options for optimal cable organization and safety.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vikram Steel Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer