₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial paraffin wax is engineered for superior performance across various manufacturing applications. Characterized by its hydrocarbon saturation, this wax provides excepti...
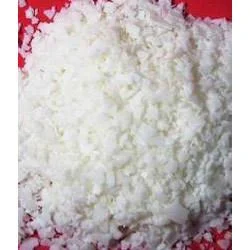
Our industrial paraffin wax is engineered for superior performance across various manufacturing applications. Characterized by its hydrocarbon saturation, this wax provides exceptional stability, low reactivity, and consistent melting properties. It is non-toxic and safe for use in sensitive environments including food and pharmaceutical applications. Meeting stringent quality standards, our paraffin wax delivers reliable performance while maintaining competitive pricing. Manufacturers worldwide depend on this product for its purity, consistency, and adaptability to specific operational requirements, making it an ideal raw material for diverse production needs. This paraffin wax finds extensive use in candle production where it ensures even burning and improved fragrance retention. In packaging applications, it creates effective moisture barriers for paper and cardboard products. The cosmetics industry utilizes it for formulating creams, ointments, and lip care products due to its smooth texture and skin-safe properties. Additionally, it serves as a crucial component in waterproofing materials, industrial coatings, and pharmaceutical tablet coatings. Its versatility extends to rubber processing, adhesive formulations, and electrical insulation applications, demonstrating broad utility across multiple industrial sectors. Choosing our paraffin wax enhances product quality and operational efficiency for your manufacturing processes. Its consistent composition reduces production variability, leading to fewer rejects and higher output reliability. The wax's adaptability allows seamless integration into existing processes, minimizing downtime and operational costs. With reliable performance characteristics, you can optimize the wax for specific melting points and purity requirements, ensuring optimal results for your unique applications. Our robust supply chain and quality control systems guarantee timely deliveries and production continuity, supporting your business objectives and customer satisfaction. Key Features: - High resistance to moisture and environmental factors - Low melting point for easy processing and application - Consistent purity grades meeting industry standards - Non-toxic and non-reactive safe composition - Uniform texture and stability across all batches Benefits: - Enhanced product quality and performance reliability - Simplified manufacturing processes and handling - Versatile compatibility with various applications - Safe usage across sensitive industry sectors - Consistent results and reduced production variability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial paraffin wax serves as a versatile material across multiple sectors due to its excellent sealing properties, moisture resistance, and thermal stability. Its low melting point ensures easy handling in manufacturing processes, while its inert nature guarantees compatibility with sensitive products. Manufacturers value its consistent performance and adaptability to various production requirements and formulations. This wax is particularly suitable for applications requiring precise melting characteristics and non-toxic performance. From creating smooth finishes in candle production to providing protective barriers in packaging materials, paraffin wax delivers dependable results. Its compatibility with other materials enhances utility in specialized applications, offering manufacturers a cost-effective solution for diverse operational needs. - Candle manufacturing for consistent burning and smooth texture - Food packaging coatings to maintain freshness and block moisture - Cosmetics formulation as base material for creams and balms - Pharmaceutical coatings for tablets and medical preparations - Waterproofing treatments for industrial and construction materials
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Delhi Wax Refinery, New Delhi
 New Delhi, India
New Delhi, India
Raw Materials & Chemicals•Trading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Paraffin Wax High Resistance Low Melting Point Customizable Purity
Industrial paraffin wax offers high resistance and low melting point for candles, packaging, cosmetics, and waterproofing applications. This premium-grade material ensures reliable performance with consistent purity for manufacturing needs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Delhi Wax Refinery New Delhi, India
New Delhi, India
Raw Materials & ChemicalsTrading Company