undefined

Similar Products







Description
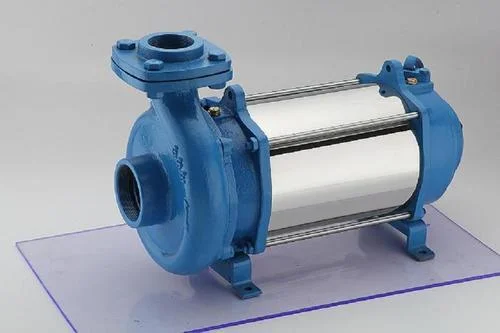
The SHO AE Series Open Well Submersible Pump represents advanced water extraction technology engineered for commercial and industrial applications. Manufactured with premium materi...
The SHO AE Series Open Well Submersible Pump represents advanced water extraction technology engineered for commercial and industrial applications. Manufactured with premium materials from trusted suppliers, this pump combines hydraulic efficiency with mechanical durability. The multistage centrifugal design ensures optimal performance in low-pressure environments while maintaining consistent water output. Organizations seeking reliable water management solutions will appreciate the engineering precision in each unit, providing dependable service across various operational conditions. The pump's construction emphasizes longevity and minimal maintenance needs, making it a practical investment for operations requiring continuous water extraction capabilities. This submersible pump serves multiple industries with distinct water handling requirements. Agricultural operations utilize it for extensive irrigation systems where consistent water delivery is crucial for crop production and yield optimization. Construction companies deploy these pumps for site dewatering and managing groundwater during excavation and foundation work. Municipal water authorities employ them for reservoir management and public water supply systems. Manufacturing facilities benefit from their cooling water circulation capabilities, while commercial properties use them for landscape irrigation and water feature management. The pump's versatility across these sectors demonstrates its adaptability to different water extraction scenarios and operational demands. Organizations selecting the SHO AE Series gain substantial value through operational reliability and reduced maintenance expenditures. The pump's design focuses on energy efficiency, lowering long-term operational costs while delivering consistent performance. Its robust construction minimizes downtime and repair requirements, ensuring continuous operation in critical applications. The manufacturer's commitment to quality control means each pump undergoes comprehensive testing before delivery, providing buyers with confidence in their investment. The standard configuration ensures compatibility with various water-based operations while maintaining high performance standards and operational consistency across different installation environments. Key Features: - Multistage centrifugal pump design for efficient water extraction - Hydraulic system optimized for low-pressure applications - Standard configuration compatible with water-based operations - Constructed with high-quality materials from reliable vendors - Open well compatible design for versatile installation Benefits: - Reliable performance in demanding industrial environments - Energy-efficient operation reducing long-term costs - Minimal maintenance requirements for continuous operation - Durable construction ensuring extended service life - Versatile application across multiple industries
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Power | Hydraulic |
| Pressure | Low Pressure |
| Standardor Nonstandard | Standard |
| Structure | Multistage Pump |
| Theory | Centrifugal Pump |
| Usage | Water |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The SHO AE Series Open Well Submersible Pump provides consistent water extraction across demanding commercial environments. Its multistage centrifugal hydraulic design ensures reliable operation in low-pressure conditions, making it suitable for agricultural operations, construction projects, and municipal water systems. The pump maintains steady performance even during continuous operation with minimal maintenance intervention required for long-term reliability. This hydraulic water pump operates with standard specifications optimized for pure water applications without chemical treatment. Industries benefit from its dependable performance in open wells where uninterrupted water flow is essential for daily operations. The pump adapts to various water depths and flow requirements while maintaining energy efficiency, serving sectors from agriculture to manufacturing with consistent water management solutions. - Agricultural irrigation systems for field crops and large-scale farming - Construction site dewatering and groundwater management - Municipal water supply from open wells and reservoirs - Industrial cooling water circulation in manufacturing facilities - Commercial property water management for landscaping and maintenance
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Coimbatore | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
Sri Srinivasa Agencies, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Water Submersible Pump Hydraulic Centrifugal Multistage Low Pressure
SHO AE Series industrial submersible pumps deliver reliable water extraction with hydraulic centrifugal multistage design for efficient low-pressure performance in agricultural irrigation and industrial water management applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sri Srinivasa Agencies Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalDistributor / Wholesaler
