₹
Apparel & Fashion
Loading subcategories...
View More
Description
The Industrial CO Gas Analyzer represents precision engineering for industrial safety and process optimization. This advanced monitoring system utilizes cutting-edge sensor technol...
The Industrial CO Gas Analyzer represents precision engineering for industrial safety and process optimization. This advanced monitoring system utilizes cutting-edge sensor technology to deliver real-time carbon monoxide measurements with exceptional accuracy and reliability. Designed for continuous operation in challenging industrial environments, the analyzer provides instant detection and alert capabilities that protect both personnel and equipment. Its robust construction ensures consistent performance despite temperature variations, humidity, and exposure to harsh industrial atmospheres, making it an indispensable tool for facilities requiring uninterrupted gas monitoring and safety assurance. Multiple industries depend on this CO gas analyzer for critical monitoring applications. Chemical processing plants integrate it into reactor systems and storage areas to prevent dangerous accumulations. Power generation facilities utilize the technology for combustion optimization and stack emission compliance. Refineries deploy these analyzers throughout their operations to monitor reformer units and furnace operations. Manufacturing facilities, particularly in metal processing and heat treatment operations, rely on the continuous monitoring to ensure safe working environments and process efficiency while meeting increasingly stringent environmental regulations. The business value of this CO gas analyzer extends beyond basic compliance to deliver tangible operational benefits. Its reliability reduces downtime through early detection of process deviations, while the precise configuration ensures perfect integration with existing control systems. The analyzer's accuracy enables fuel optimization in combustion processes, directly impacting operational costs. With minimal maintenance requirements and proven durability, this investment delivers long-term value through enhanced safety records, regulatory compliance, and process optimization that collectively strengthen your operational excellence and corporate responsibility profile. Key Features: - Advanced sensor technology for precise carbon monoxide measurements - Real-time continuous monitoring with instant alert capabilities - Robust industrial construction for harsh environment operation - Digital output integration with SCADA and PLC systems - Reliable performance with minimal calibration requirements Benefits: - Enhanced workplace safety through immediate CO detection - Improved process efficiency and combustion optimization - Regulatory compliance with emission standards and documentation - Reduced operational costs through fuel efficiency and maintenance - Consistent 24/7 performance in demanding industrial conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Our industrial-grade online CO gas analyzer provides continuous monitoring across demanding environments including chemical processing, metal fabrication, and power generation facilities. The system delivers precise real-time data that enables proactive safety measures and maintains operational efficiency while meeting stringent regulatory requirements for carbon monoxide levels in exhaust streams and workplace environments. This robust analyzer serves critical applications in furnace operations, combustion control systems, and emission monitoring stations. Manufacturing plants and industrial complexes rely on its consistent performance to protect personnel, optimize fuel efficiency, and document compliance with environmental standards through reliable 24/7 carbon monoxide tracking and alert systems. - Continuous emission monitoring in power plant stacks and industrial boilers - Workplace safety monitoring in confined spaces and processing areas - Combustion optimization in furnaces and thermal oxidizers - Process control in chemical production and refinery operations - Environmental compliance reporting for regulatory agencies
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | New Delhi, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Electronic Systems Tech, New Delhi New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
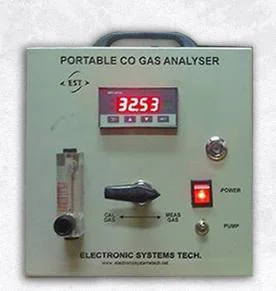
Industrial CO Gas Analyzer For Real Time Emissions Monitoring
Industrial CO Gas Analyzer delivers real-time carbon monoxide monitoring for industrial safety and process control. This reliable analyzer ensures accurate emissions tracking and compliance for chemical plants, refineries, and power generation facilities.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Electronic Systems Tech
 New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer