undefined
Similar Products







Description
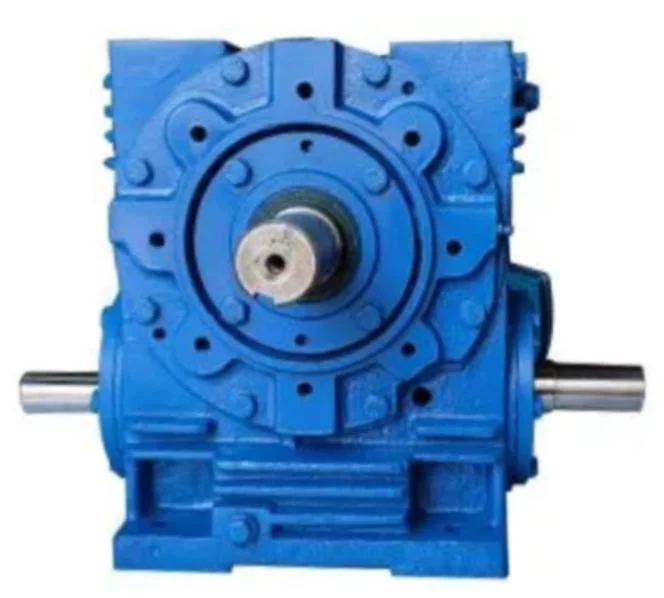
The NU Series Worm Helical Gearbox represents precision-engineered power transmission technology designed for industrial applications demanding high torque output in compact spaces...
The NU Series Worm Helical Gearbox represents precision-engineered power transmission technology designed for industrial applications demanding high torque output in compact spaces. This innovative modular system combines the high reduction capabilities of worm gearing with the efficient torque transmission of helical gears, creating a versatile solution that balances performance with installation flexibility. Manufactured with precision-machined components and hardened alloy steel shafts, these gearboxes deliver smooth operation and extended service life across demanding operational cycles. The design accommodates various mounting configurations including foot and flange options, providing adaptability for diverse machinery integration needs while maintaining consistent performance standards. Industrial operations across multiple sectors rely on NU Series gearboxes for critical power transmission requirements. Manufacturing facilities utilize them in conveyor systems that transport heavy materials through production lines. Food processing plants integrate these units into mixing equipment where consistent speed reduction ensures uniform product quality. Packaging operations depend on their precise motion control for automated wrapping and sealing machinery. Chemical processing plants employ them in dosing systems requiring reliable torque transmission, while material handling operations in warehouses and distribution centers use them in automated systems moving goods efficiently. The gearboxes' versatility makes them suitable for virtually any industrial setting requiring dependable power transmission solutions. Businesses implementing NU Series gearboxes gain substantial operational advantages through reduced maintenance requirements and enhanced equipment reliability. The robust construction minimizes unexpected downtime, protecting production schedules and output targets. Energy-efficient operation lowers long-term operational costs while the modular design simplifies integration with existing machinery systems. These gearboxes withstand demanding industrial conditions, providing consistent performance that safeguards production continuity and operational efficiency. The availability of specific configurations ensures optimal compatibility with application requirements, delivering maximum return on investment through extended service life and reduced total cost of ownership. Key Features: - Modular design combining worm and helical gearing technologies for optimal performance - Versatile mounting options including foot, flange, and shaft configurations for flexible installation - Wide ratio range providing precise speed reduction from 5:1 to 100:1 for various applications - Compact construction saving valuable space in machinery design and installation - Robust build with hardened alloy steel shafts and precision-machined gears for durability Benefits: - High torque transmission capacity suitable for demanding industrial operations - Reduced maintenance requirements and extended operational lifespan lowering costs - Easy integration with various motor types and existing machinery systems - Energy-efficient operation decreasing power consumption and operational expenses - Reliable performance in challenging environments ensuring production continuity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The NU Series Worm Helical Gearbox provides reliable power transmission where space efficiency meets high torque demands. Its modular construction combines worm and helical gearing technologies to deliver exceptional performance in constrained environments. This versatile design supports multiple mounting configurations while maintaining consistent operation under varying load conditions across industrial settings. Engineered for durability, these gearboxes excel in applications requiring precise speed reduction and torque multiplication. The wide ratio selection allows for optimal machinery performance tuning, while the robust construction ensures longevity even in challenging operational environments. These units seamlessly integrate with various motor types and machinery systems, providing flexible solutions for diverse industrial requirements. - Conveyor systems in manufacturing plants and distribution centers requiring reliable heavy-load movement - Mixing and blending equipment in chemical processing, pharmaceuticals, and food production industries - Packaging machinery needing consistent speed control and torque for wrapping, sealing, and labeling operations - Material handling equipment including lifts, hoists, and automated warehouse systems - Industrial pumps, agitators, and processing equipment in water treatment and manufacturing facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Ahmedabad, Gujarat, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Stallion Private Limited, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial NU Series Worm Helical Gearbox High Torque Compact Modular
NU Series Worm Helical Gearbox delivers high torque in compact modular design for conveyors, mixers, packaging machinery with wide ratio ranges and robust performance in demanding industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Stallion Private Limited
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer

