undefined

Similar Products





Description
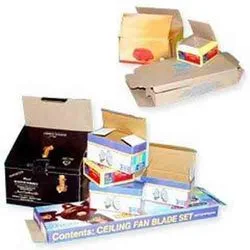
Our Multi Color Offset Printed Mono Cartons represent premium packaging solutions designed for businesses requiring both exceptional product protection and outstanding visual prese...
Our Multi Color Offset Printed Mono Cartons represent premium packaging solutions designed for businesses requiring both exceptional product protection and outstanding visual presentation. Manufactured using advanced offset printing technology on quality paperboard, these cartons deliver consistent, high-definition color reproduction with sharp details that enhance brand recognition and consumer engagement. The robust construction ensures reliable protection during storage and transportation while the vibrant printing serves as a powerful marketing tool at point of sale. These cartons are engineered to meet the demanding requirements of various industries where packaging integrity and aesthetic appeal are equally important for business success. These versatile cartons serve multiple industries with their adaptable design and professional finish. Pharmaceutical companies utilize them for secure medicine packaging that clearly displays dosage instructions and regulatory information. Food producers rely on them for packaging snacks, spices, and dry goods where attractive graphics help communicate product quality and ingredients. Garment manufacturers use these cartons for apparel and textile packaging that adds perceived value through custom branding. Agarbatti and incense exporters depend on them for sturdy, visually appealing boxes that withstand shipping while attracting retail customers. Export-oriented businesses particularly value these cartons for their compliance with international packaging standards and ability to maintain product condition during long-distance transportation. The business value of these printed mono cartons lies in their ability to enhance brand perception while ensuring product safety throughout the supply chain. Manufactured under strict quality control processes, each carton maintains consistent standards for structural strength, print clarity, and dimensional accuracy. This reliability significantly reduces product damage during transit, lowering return rates and increasing customer satisfaction. The premium paperboard materials support environmental sustainability goals as they are fully recyclable and eco-friendly. By investing in these high-quality cartons, businesses gain competitive advantage through packaging that communicates professionalism, protects contents effectively, and adapts to diverse market requirements, ultimately driving sales growth and building consumer trust. Key Features: - High-resolution offset printing technology for vibrant colors and sharp text clarity - Premium quality paperboard construction ensuring durability and structural integrity - Customizable printing designs and sizes to meet specific product requirements - Suitable for pharmaceuticals, food products, garments, and export packaging - Eco-friendly recyclable materials supporting sustainable packaging initiatives Benefits: - Enhanced brand visibility and recognition through high-quality vibrant printing - Superior product protection during storage and transportation reducing damage - Professional appearance that increases perceived product value and quality - Versatile application across multiple industries with consistent performance - Environmentally responsible packaging solution meeting modern sustainability standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These multi color offset printed mono cartons deliver exceptional branding clarity and product protection across diverse sectors. The high-resolution printing ensures vibrant colors and sharp text, making products stand out on shelves while maintaining structural integrity during handling and shipping. They are manufactured from quality paperboard that withstands transportation demands while offering customization options for specific packaging requirements. Industries including pharmaceuticals, food production, garment manufacturing, agarbatti packaging, and export businesses rely on these cartons for their consistent quality and professional appearance. They securely package everything from medicines and snacks to clothing and incense sticks, ensuring products remain protected while enhancing brand visibility through custom designs and logos that communicate product value effectively. - Pharmaceutical companies use these cartons for medicine packaging with clear dosage instructions and regulatory compliance - Food manufacturers employ them for snack containers and dry food packaging with vibrant ingredient labeling - Garment producers utilize these cartons for clothing packaging that adds premium value through attractive branding - Agarbatti exporters rely on them for incense stick boxes that provide durable and visually appealing retail presentation - Export businesses choose these cartons for international shipments meeting durability and customs labeling requirements
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
ART Print Pack, Karnataka
 Karnataka, India
Karnataka, India
Raw Materials & Chemicals•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Multi Color Offset Printed Mono Cartons For Pharmaceuticals Food Export
Multi Color Offset Printed Mono Cartons provide vibrant branding and secure packaging for pharmaceuticals, food exports, and consumer goods. Made from premium paperboard with high-quality offset printing for durability and visual appeal.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ART Print Pack Karnataka, India
Karnataka, India
Raw Materials & ChemicalsManufacturer