undefined

Similar Products





Description
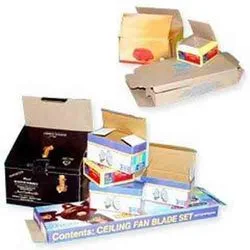
Our multi color offset printed mono cartons are engineered to meet rigorous quality standards in the packaging sector. Utilizing premium paperboard materials and advanced offset pr...
Our multi color offset printed mono cartons are engineered to meet rigorous quality standards in the packaging sector. Utilizing premium paperboard materials and advanced offset printing technology, these cartons achieve vibrant, consistent colors and sharp design details. This makes them an excellent choice for businesses seeking durable and visually striking packaging solutions. The manufacturing process focuses on precision and efficiency, resulting in cartons that not only exhibit a professional appearance but also offer robust protection for enclosed products. Customization options enable clients to select specific sizes, designs, and finishes that align perfectly with their brand identity and product specifications, ensuring a tailored packaging experience. These cartons are extensively used across multiple industries due to their versatility and high performance. In the pharmaceutical field, they are applied for medicine packaging, where clarity and adherence to safety regulations are paramount. The food industry benefits from their hygienic and sturdy properties for packaging edible items. Garment exporters employ these cartons to showcase clothing attractively, while agarbatti exporters depend on them for secure and presentable packaging that meets export standards. Furthermore, consumer goods and export-focused businesses find these cartons invaluable for enhancing product appeal and guaranteeing safe transit, making them a preferred choice in competitive markets. The business value of these multi color printed mono cartons lies in their capacity to elevate brand perception and ensure product integrity. By opting for high-quality packaging, businesses can minimize shipping damage, increase customer satisfaction, and drive sales through improved shelf visibility. The reliability of these cartons is supported by strict quality control protocols and the use of durable materials, establishing them as a trustworthy option for discerning buyers. Their adaptability to various applications, coupled with customization possibilities, allows businesses to effectively address specific market demands, providing a competitive advantage in their respective sectors. Key Features: - Constructed from high-quality paperboard for enhanced durability and strength. - Multi color offset printing delivers vibrant, consistent, and sharp designs. - Customizable sizes, shapes, and print designs to fit precise client needs. - Suitable for diverse industries such as pharmaceuticals, food, garments, and exports. - Produced with efficient manufacturing processes to ensure timely delivery and uniform quality. Benefits: - Ensures product protection with robust and durable paperboard construction. - Enhances brand visibility through vibrant and consistent multi color printing. - Offers flexibility with customizable options to meet specific packaging requirements. - Versatile for use across pharmaceuticals, food, garments, and export industries. - Provides reliable performance with efficient production for consistent quality and on-time delivery.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our multi color offset printed mono cartons deliver exceptional performance for diverse packaging needs. They combine superior structural integrity with vibrant print quality, ensuring your products are both protected and presented attractively. Manufactured from premium paperboard using advanced offset printing, these cartons guarantee consistency and durability across various applications, making them a reliable choice for demanding environments. These packaging solutions are tailored for businesses that require dependable and visually appealing cartons. Perfect for products needing standout shelf presence while ensuring secure transportation and storage. The customization capabilities allow for unique designs and sizes, meeting specific sector requirements without sacrificing quality or functionality, providing a versatile packaging option for numerous industries. - Pharmaceutical companies utilize these cartons for secure medicine packaging, ensuring compliance and clear brand messaging. - Food manufacturers rely on them for hygienic and attractive packaging that maintains product freshness and safety. - Garment exporters use these cartons to present apparel with high-quality print finishes that enhance brand image. - Agarbatti and incense stick exporters choose them for sturdy and visually appealing export packaging that withstands transit. - Consumer goods brands select these cartons for retail-ready packaging that boosts shelf appeal and consumer engagement.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
ART Print Pack, Karnataka
 Karnataka, India
Karnataka, India
Raw Materials & Chemicals•ManufacturerTrading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Multi Color Offset Printed Mono Cartons For Packaging
Premium multi color offset printed mono cartons for packaging. Made from high-quality paperboard with vibrant reliable printing. Ideal for pharmaceuticals food and export industries. Durable and protective.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ART Print Pack Karnataka, India
Karnataka, India
Raw Materials & ChemicalsManufacturer