undefined
Similar Products








Description
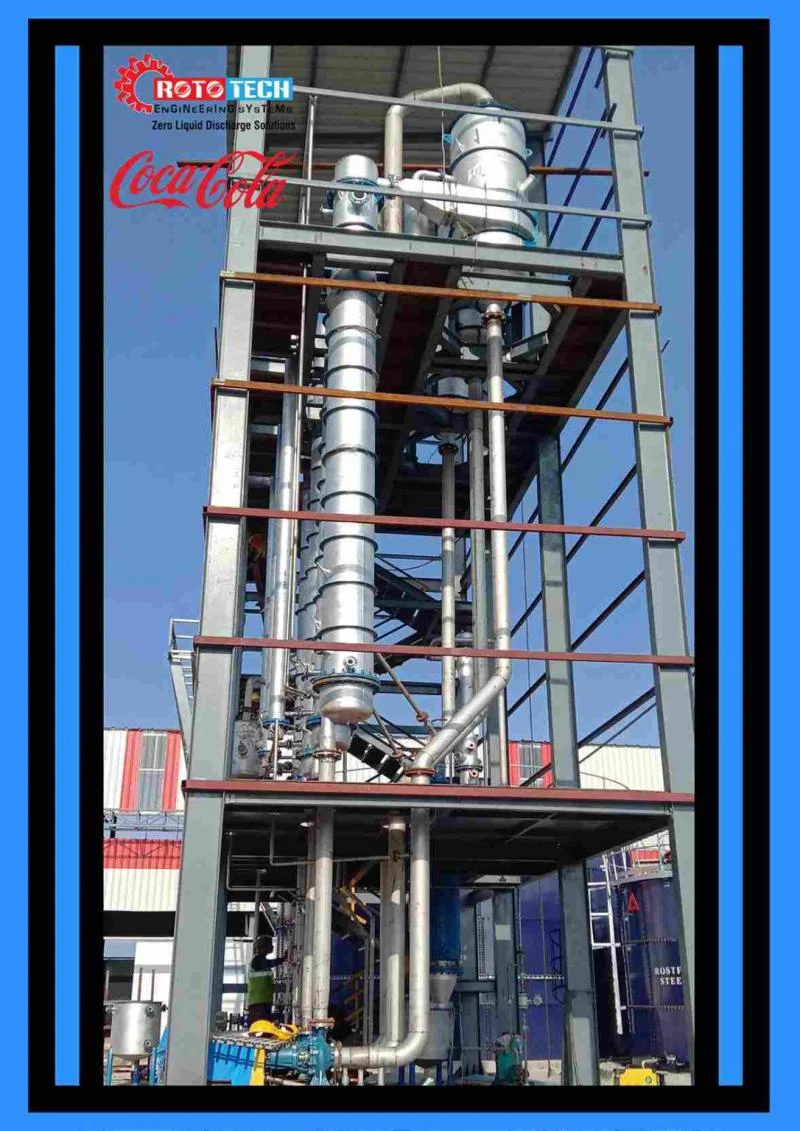
The Multi Effect Evaporator (MEE) represents advanced industrial technology designed for large-scale evaporation and concentration processes. This system efficiently handles variou...
The Multi Effect Evaporator (MEE) represents advanced industrial technology designed for large-scale evaporation and concentration processes. This system efficiently handles various solutions while significantly reducing steam consumption through multiple-effect technology. By utilizing falling film, forced circulation, or scraped surface evaporators, MEE ensures optimal energy efficiency and minimal operating costs. Integrated components like Thermo Vapour Re-compressors (TVR), feed pre-heaters, and condensate flashing enhance steam economy, making it a sustainable choice for modern industrial operations that require reliable evaporation capabilities. Various industries rely on MEE technology for their concentration needs. Pharmaceutical manufacturers use it to concentrate active ingredients and extracts, while chemical plants process specialty chemicals and polymers. Food and dairy facilities employ MEE for product concentration and recovery operations. Textile manufacturers utilize the system for dye concentration and wastewater management, and sugar and beverage producers benefit from syrup concentration and byproduct recovery. This wide applicability demonstrates MEE's versatility across industrial sectors that require efficient liquid concentration solutions. Businesses value MEE for its operational reliability and cost-effectiveness in industrial evaporation processes. The system's design prioritizes energy efficiency, reducing overall operating expenses while maintaining consistent performance. Its robust construction ensures long-term durability in demanding industrial environments, minimizing downtime and maintenance requirements. Companies implementing MEE technology gain a competitive advantage through improved process efficiency and reduced resource consumption, making it a practical investment for facilities seeking to optimize their evaporation operations and enhance sustainability. Key Features: - Multiple-effect technology for enhanced energy efficiency and reduced steam consumption. - Available in falling film, forced circulation, or scraped surface evaporator configurations. - Integrated Thermo Vapour Re-compressors (TVR) for improved steam economy. - Includes feed pre-heaters and condensate flashing systems for optimal heat recovery. - Designed for large-scale industrial operations with robust construction and reliable performance. Benefits: - Significantly reduces operating costs through efficient steam utilization and energy savings. - Handles various solution types across multiple industries with consistent results. - Enables recovery of valuable products from industrial processes and waste streams. - Minimizes environmental impact through efficient resource use and waste reduction. - Provides reliable, long-term performance with minimal maintenance requirements.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Multi Effect Evaporator (MEE) serves as a versatile solution for concentrating liquids across diverse industrial sectors. Its efficient design handles various solution types, from pharmaceutical extracts to chemical byproducts, making it suitable for facilities requiring reliable evaporation technology. Industries benefit from MEE's ability to process large volumes while maintaining consistent output quality. This equipment supports operations where concentration, waste reduction, or product recovery are essential, providing a practical approach to managing industrial fluids and improving overall process efficiency. Real-world applications: - Pharmaceutical and chemical industries for concentrating active ingredients and chemical solutions. - Food, dairy, tea, and coffee processing for extract concentration and product recovery. - Textile manufacturing for dye bath water concentration and wastewater management. - Sugarcane and beverage production for syrup concentration and byproduct recovery. - Industrial effluent treatment in automotive and steel sectors for water reuse and waste reduction.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Roto Tech Products, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Multi Effect Evaporator (MEE) for Industrial Evaporation & Concentration
Multi Effect Evaporator (MEE) efficiently concentrates industrial solutions, reduces steam consumption, and optimizes costs for pharmaceuticals, chemicals, food, dairy, textile, and sugar processing applications.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Roto Tech Products
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer