undefined
Apparel & Fashion
Loading subcategories...
View More
Description
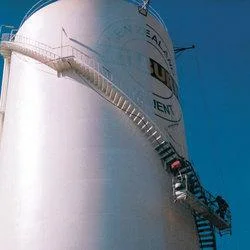
Our premium industrial epoxy urethane coatings represent the highest standard in protective solutions for mounded bullets and tank farm infrastructure. These advanced formulations ...
Our premium industrial epoxy urethane coatings represent the highest standard in protective solutions for mounded bullets and tank farm infrastructure. These advanced formulations are specifically engineered to deliver exceptional corrosion resistance and long-term durability in demanding industrial and offshore environments. Developed through extensive research and rigorous testing, these coatings provide a thick, impermeable barrier that protects critical storage assets from environmental degradation, chemical attack, and operational wear. The product formulations adhere perfectly to both steel and concrete surfaces, ensuring comprehensive protection for entire storage facilities. Trusted by industrial buyers and distributors worldwide, these coatings offer peace of mind through consistent performance and reliability in preventing structural deterioration and maintaining asset integrity. These specialized coatings find extensive application across multiple industries where asset protection is critical to operational success. In the oil and gas sector, they protect storage tanks and mounded bullets containing crude oil, refined products, and liquefied gases from corrosion and environmental damage. Chemical processing plants utilize these coatings for storage facilities handling aggressive chemicals and solvents where containment integrity is essential. Offshore platforms and marine infrastructure benefit from their superior saltwater resistance, while industrial tank farms rely on their proven durability for bulk liquid storage applications. Water treatment facilities depend on these coatings to protect storage units from corrosion and contamination, ensuring water quality and system reliability across various industrial applications. The business value of these premium coatings extends far beyond basic surface protection, delivering significant return on investment through extended asset lifespan, reduced maintenance requirements, and minimized operational downtime. By preventing corrosion and structural degradation, these coatings help avoid costly repairs and potential environmental incidents that could disrupt operations. Their proven reliability ensures continuous operation of critical storage infrastructure, protecting both the physical assets and the valuable contents they store. The consistent quality and performance characteristics ensure predictable results across various applications, making them an essential investment for businesses prioritizing operational safety, regulatory compliance, and long-term cost management while maintaining operational efficiency. Key Features: - Superior corrosion resistance for harsh industrial environments - Excellent adhesion to both steel and concrete surfaces - Enhanced chemical and solvent resistance for aggressive media - UV and weather stability for outdoor applications - Durable protection against abrasion and mechanical damage Benefits: - Extended asset lifespan reducing replacement costs - Minimal maintenance requirements lowering operational expenses - Reliable performance in extreme environmental conditions - Protection against structural degradation and failure - Consistent quality ensuring predictable application results
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our advanced epoxy urethane coatings are engineered specifically for protecting critical storage infrastructure against extreme environmental conditions and chemical exposure. These formulations create a robust barrier that withstands operational stresses while maintaining structural integrity over extended service periods with minimal maintenance requirements, making them essential for industries where reliability is non-negotiable and asset protection is paramount for continuous operations. These specialized coatings serve vital roles across oil and gas, chemical processing, petrochemical, and offshore industries where corrosion resistance determines operational success. They deliver exceptional protection against moisture, chemical agents, abrasion, and UV degradation, ensuring storage facilities maintain full operational capability throughout their service life even in the most challenging environmental conditions and harsh industrial settings. - Oil and gas storage tanks and mounded bullet installations - Chemical processing plants and storage terminal facilities - Offshore platforms and marine infrastructure protection - Industrial tank farms and bulk liquid storage units - Water treatment plants and wastewater storage infrastructure
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Paladin Paints, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Epoxy Urethane Coatings For Corrosion Resistance
Industrial epoxy urethane coatings provide superior corrosion resistance for mounded bullets and tank farms in harsh offshore and industrial environments, ensuring durable protection and reliability.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Paladin Paints Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer