₹
Apparel & Fashion
Loading subcategories...
View More

Description
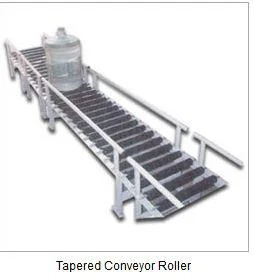
Our industrial motorized conveyor rollers are engineered for demanding automated material handling applications. Built with durable steel construction, these robust units deliver r...
Our industrial motorized conveyor rollers are engineered for demanding automated material handling applications. Built with durable steel construction, these robust units deliver reliable performance under medium to heavy load conditions, ensuring long-term operational consistency and extended service life. The rollers provide seamless movement of goods in both horizontal and vertical configurations, making them ideal for complex warehouse layouts and sophisticated manufacturing environments where precision and reliability are paramount. Their design focuses on delivering consistent power transmission and smooth operation across various industrial settings. These conveyor rollers serve critical functions across multiple industries including logistics, manufacturing, warehousing, food processing, and automotive sectors. In warehouse and distribution centers, they enable efficient package sorting and transport systems that handle high volumes with precision. Manufacturing facilities utilize them for moving components between assembly stations with controlled speed and positioning. Food processing plants benefit from their robust construction for product handling, while the automotive industry relies on these rollers for moving parts and assemblies along production lines, demonstrating their versatility across diverse industrial applications requiring reliable material movement. The business value of these motorized conveyor rollers lies in their ability to reduce manual handling costs, enhance operational efficiency, and minimize product damage during transport. Their reliable performance ensures consistent workflow with minimal downtime, while their durable construction reduces maintenance requirements and extends service life. With competitive pricing and exceptional quality standards, these rollers offer significant return on investment through reduced labor costs, improved workflow efficiency, and minimal maintenance requirements over their extended service life. They represent a practical solution for businesses seeking to automate material handling while maintaining operational reliability. Key Features: - Heavy-gauge steel construction with protective coating for corrosion resistance - Precisely engineered motorized rollers delivering consistent speed and torque - Designed for medium to heavy load capacities to suit industrial requirements - Low maintenance design with easily accessible components for simple servicing - Reliable performance with long service life in demanding environments Benefits: - Reduces manual handling costs and improves operational efficiency - Minimizes product damage during transport with smooth, controlled movement - Enhances workflow consistency with reliable performance and minimal downtime - Optimizes space utilization in warehouses and manufacturing facilities - Provides long-term value with durable construction and extended service life
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Motorized conveyor rollers automate material transport with smooth, controlled movement of goods in both horizontal and vertical directions. They enhance workflow efficiency while reducing manual handling and minimizing product damage across various industrial operations. These systems are essential in logistics, manufacturing, and warehousing environments where consistent, reliable conveying is critical. They optimize space utilization and improve operational throughput in busy industrial settings, making them indispensable for modern material handling needs. Real-world applications: - Warehousing and distribution centers for automated package sorting and transport systems - Manufacturing assembly lines for moving components between workstations efficiently - Shipping and receiving departments for streamlined loading and unloading operations - Food processing facilities for hygienic and efficient product handling and packaging - Automotive industry production lines for moving parts and assemblies during manufacturing
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Wont Industrial Equipments, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Motorized Conveyor Rollers For Automated Material Handling
Industrial motorized conveyor rollers for automated material handling systems. Durable steel construction reliably handles medium to heavy loads in warehouses, distribution centers, and assembly lines for long service life.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Wont Industrial Equipments Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer