undefined

Similar Products





Description
Mono carton boxes represent premium paper-based packaging solutions engineered for maximum durability and product protection. These boxes incorporate advanced screen printing techn...
Mono carton boxes represent premium paper-based packaging solutions engineered for maximum durability and product protection. These boxes incorporate advanced screen printing technology and precise Pantone color matching to deliver exceptional visual appeal while maintaining structural reliability. The packaging is designed to meet rigorous transportation and storage demands, ensuring contents remain secure throughout the supply chain. With attention to quality construction and material integrity, these boxes provide trustworthy containment for valuable products across various market segments. The combination of robust paper material and professional finishing techniques results in packaging that balances aesthetic appeal with practical functionality. These versatile packaging solutions find extensive application across multiple industries where product protection and brand presentation are critical. In the electronics sector, they safeguard sensitive devices from impact and environmental factors. Consumer goods manufacturers utilize them for retail-ready packaging that enhances shelf presence. The pharmaceutical industry relies on their secure containment properties for medical products, while food companies benefit from their suitability for dry goods packaging. The adaptability of mono carton boxes makes them equally valuable for industrial components, automotive parts, and luxury items requiring premium packaging presentation. The business value of mono carton boxes extends beyond basic packaging functions to deliver tangible operational benefits. Their durable construction significantly reduces product damage during transit, minimizing replacement costs and returns. The customization capabilities enable brands to maintain consistent visual identity across product lines while meeting specific dimensional requirements. With reliable performance and quality assurance, businesses can streamline their packaging processes and enhance customer satisfaction. The packaging's scalability supports business growth initiatives while the professional appearance strengthens brand perception in competitive markets. Key Features: - Constructed from high-quality paper material for exceptional durability - Professional screen printing surface treatment for vibrant graphics - Pantone color system compatibility for precise color matching - Customizable dimensions including size, design, and length specifications - OEM manufacturing approach ensuring consistent quality standards Benefits: - Superior product protection during storage and transportation - Enhanced brand visibility through high-quality printing - Consistent color reproduction maintaining brand integrity - Tailored sizing options for perfect product fit - Reliable performance reducing packaging-related issues
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Mono Carton Boxes |
| Material | Paper |
| Industrial Use | Packing |
| Surface Handling | Screen Printing |
| Usage | Packing |
| Pantone Color | Available |
| Supply Type | OEM |
| Style | Trendy |
| Price | Negotiable |
| Quality | Best |
| Size | As Per Customer Requirement |
| Color | As Per Customer Requirement |
| Design | As Per Customer Requirement |
| Length | As Per Customer Requirement |
| Features | Safe, Durable & Reliable |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
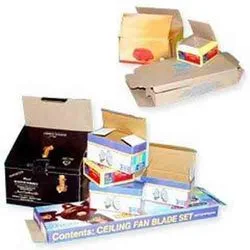
Mono carton boxes deliver robust protection for products during storage and transportation, ensuring items reach customers in pristine condition. Their durable paper construction withstands handling stresses while maintaining structural integrity. These packaging solutions serve diverse sectors including electronics, consumer goods, and pharmaceuticals where product safety is paramount. The reliable performance makes them ideal for businesses seeking consistent packaging quality. Customization options allow these boxes to meet specific dimensional requirements and branding needs. Screen printing technology ensures crisp logo reproduction and design elements, while Pantone color matching maintains brand consistency across packaging materials. The flexibility in size and design accommodates various product shapes and specifications. This adaptability makes them suitable for both standard and specialized packaging applications across multiple market segments. - Electronics packaging for smartphones, tablets and accessories - Retail product containment for cosmetics and beauty items - Pharmaceutical packaging for medicines and healthcare products - Food and beverage containers for dry goods and consumables - Industrial parts organization and storage solutions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Sri Thirumalai Packaging Industries, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Northern Europe
Mid East
Southern Europe
South Asia
Mono Carton Boxes Paper Screen Printing Pantone OEM
Mono carton boxes provide durable paper packaging with screen printing and Pantone color matching for secure product protection and brand enhancement across various industries.
Min. Order Quantity: 10 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sri Thirumalai Packaging Industries Tamil Nadu, India
Tamil Nadu, India
Manufacturer