₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our Industrial Modular Conveyor Systems are engineered to deliver superior material handling efficiency through versatile, reliable design. These systems utilize interlocking plast...
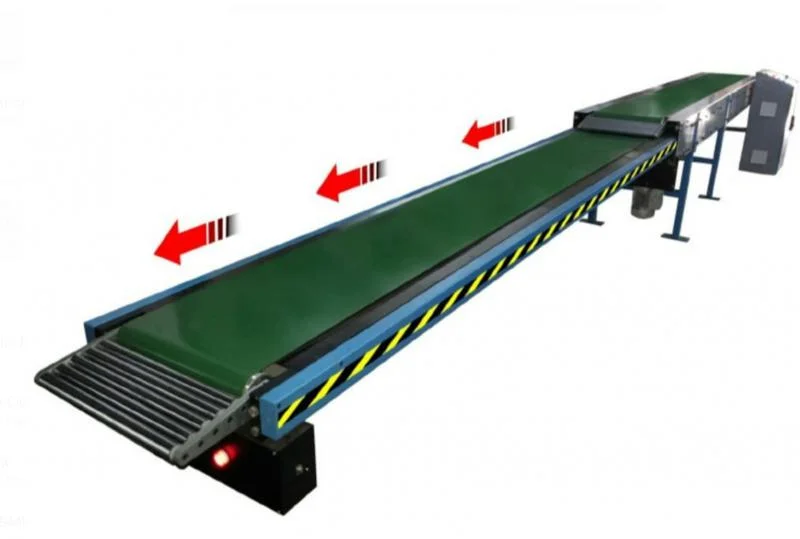
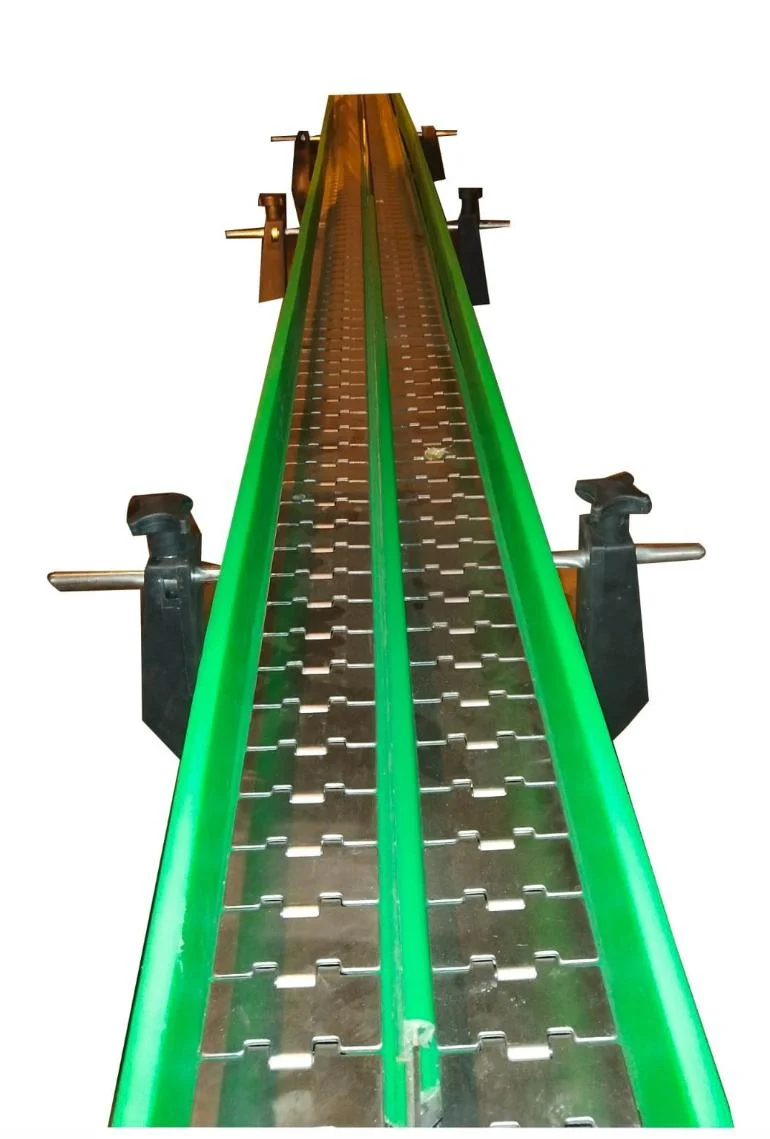
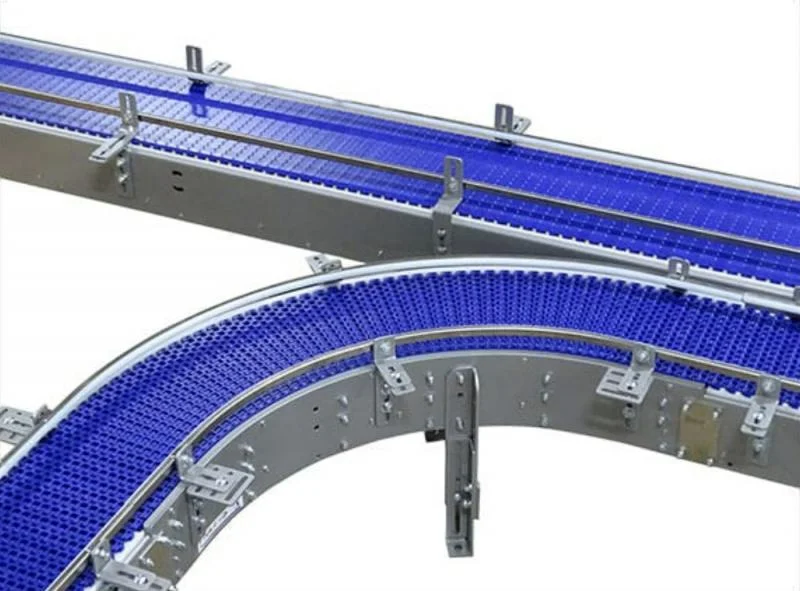
Our Industrial Modular Conveyor Systems are engineered to deliver superior material handling efficiency through versatile, reliable design. These systems utilize interlocking plastic modules to create a durable, flexible belt surface capable of accommodating various product types, weights, and shapes. The framework, constructed from high-quality stainless steel or aluminum, provides exceptional corrosion resistance and structural integrity for long-term performance in demanding industrial environments. The inherent modularity allows for extensive customization of width, length, and layout—including straight sections, curves, inclines, and declines—to fit precise spatial and operational requirements. This design philosophy ensures smooth product flow, minimizes transfer points, and facilitates seamless integration into existing production lines or new facilities. These conveyor systems are indispensable across a wide spectrum of industries where efficient and reliable material movement is critical to operational success. In manufacturing sectors such as automotive and electronics, they streamline production by efficiently transporting components between workstations, reducing manual handling, and optimizing assembly line workflows. The food and beverage industry relies on their hygienic design, easy-clean surfaces, and food-grade material options to ensure compliance with strict safety regulations. Pharmaceutical and medical device manufacturers utilize them in controlled environments where cleanroom compatibility, contamination prevention, and precise handling are non-negotiable. Furthermore, packaging operations, logistics hubs, and distribution centers leverage their flexibility for sorting, labeling, palletizing, and ensuring the swift movement of goods from receiving to shipping. The business value of implementing these modular conveyor systems extends far beyond basic transportation, delivering tangible operational advantages and a strong return on investment. They significantly enhance productivity by automating material flow, which reduces labor costs, minimizes product damage from manual handling, and enables continuous, high-volume operation with minimal interruption. Their proven reliability ensures consistent performance, reducing unexpected downtime and protecting your production schedule. The modular nature offers exceptional future-proofing, allowing for cost-effective system expansion, reconfiguration, or adaptation to new products or processes without the need for complete replacement. This adaptability, combined with reduced maintenance requirements and easy component replacement, leads to lower total cost of ownership over the system's lifespan. Ultimately, businesses gain improved workflow efficiency, enhanced workplace safety, and the agility to respond quickly to changing market demands or production needs. Key Features: - Modular plastic belt with interlocking design for flexibility, durability, and easy repair - Robust stainless steel or aluminum framework offering corrosion-resistant construction - Highly customizable configurations including width, length, curves, and incline/decline options - Available with food-grade and cleanroom-compatible materials for specialized applications - Designed for integration with automation systems and featuring adjustable speed controls Benefits: - Increases operational productivity by automating material flow and reducing manual handling - Provides reliable, consistent performance in high-demand industrial environments - Offers long-term value with durable construction and lower total cost of ownership - Ensures adaptability to future needs with easily reconfigurable modular design - Enhances workplace safety and product integrity through controlled, smooth transportation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial modular conveyor systems are designed for seamless integration into diverse operational environments, offering flexible material handling that adapts to specific production needs. Their modular design allows for easy reconfiguration, making them ideal for dynamic lines and evolving requirements across multiple sectors, ensuring smooth transportation of goods while maintaining high standards of operational efficiency. Built for demanding applications with a focus on reliability, these systems handle various product types and weights with consistent performance. They meet rigorous industry standards, from food-grade specifications to cleanroom compliance, ensuring hygiene and safety while reducing downtime through straightforward maintenance and quick part replacement. Their robust construction guarantees longevity in challenging industrial settings. - Automotive and electronics manufacturing assembly lines for component transportation - Food processing and packaging facilities for hygienic movement of items - Pharmaceutical production under controlled cleanroom conditions - Distribution centers and logistics warehouses for order fulfillment - General manufacturing plants for sorting, palletizing, and process integration
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Shine Success System, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Modular Conveyor Systems For Material Handling Efficiency
Industrial Modular Conveyor Systems provide efficient, reliable material handling with customizable designs for manufacturing, packaging, and logistics operations. Enhance productivity with versatile, adaptable solutions built for seamless integration.
Min. Order Quantity: 1 Pairs
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shine Success System Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer