undefined

Similar Products







Description
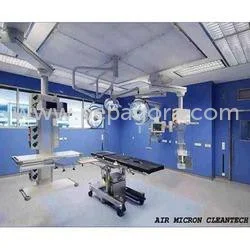
Pharmaceutical Electronics Healthcare Modular Clean Room Panels are engineered precision systems designed to create and maintain controlled environments that meet stringent industr...
Pharmaceutical Electronics Healthcare Modular Clean Room Panels are engineered precision systems designed to create and maintain controlled environments that meet stringent industry standards for cleanliness and contamination control. Constructed with GI precoated double skin and available in 50mm or 100mm thick puff insulation options, these panels deliver exceptional durability, thermal efficiency, and reliable performance. The integrated fixing arrangements ensure seamless assembly with tight seals against contaminants, while the modular design allows for efficient installation and future reconfiguration. These panels are built to withstand demanding operational conditions while maintaining consistent environmental parameters critical for sensitive processes and product integrity. These modular clean room panels are indispensable across industries where environmental control directly determines operational success and regulatory compliance. Pharmaceutical manufacturers utilize them in production areas for sterile drug formulation, vaccine development, and packaging operations. Electronics companies depend on them in assembly lines and testing facilities to protect sensitive components from particulate contamination and electrostatic discharge. Healthcare institutions implement these panels in surgical suites, compounding pharmacies, and diagnostic laboratories to prevent infections and ensure sterile conditions. Additionally, they serve biotechnology research facilities, medical device manufacturing plants, and other precision industries where maintaining pristine environments is essential for product quality and safety assurance. The business value of these modular clean room panels lies in their proven reliability, consistent performance, and long-term operational efficiency. They enable companies to comply with international standards including ISO 14644 classifications and Good Manufacturing Practice requirements, significantly reducing contamination risks that could lead to product losses or regulatory issues. The superior insulation properties enhance energy efficiency by maintaining stable temperatures with reduced HVAC load, lowering operational costs over time. The modular construction supports business growth through easy expansion or layout modifications without requiring complete facility renovations. By implementing these panels, organizations establish controlled environments that safeguard product quality, enhance operational reliability, and support sustainable business operations through improved process control and reduced contamination incidents. Key Features: - GI precoated double skin construction providing superior durability and corrosion resistance - 50mm or 100mm thick puff insulation options for optimal thermal efficiency and temperature control - Modular design with integrated fixing arrangements for quick, secure installation and future reconfiguration - Engineered to meet strict industry standards for clean room classifications and regulatory compliance - Robust construction ensuring long-term performance in demanding operational environments Benefits: - Creates controlled environments that protect sensitive processes from contamination and temperature fluctuations - Enables compliance with international standards including ISO classifications and regulatory requirements - Reduces operational costs through improved energy efficiency and minimal maintenance requirements - Supports business growth with flexible modular design that accommodates facility expansions and modifications - Enhances product quality and safety by maintaining consistent environmental conditions for sensitive operations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Modular clean room panels create precisely controlled environments where air quality, temperature, and contamination levels are strictly regulated. These systems are essential for industries requiring sterile or particle-free conditions to ensure product integrity, safety, and compliance with rigorous standards. The modular design enables quick installation and flexible reconfiguration, making them suitable for both new facility construction and existing facility upgrades without significant operational disruption. These panels serve critical functions across multiple sectors where environmental control directly impacts quality and safety outcomes. In pharmaceutical manufacturing, they protect drug production from contamination. Electronics manufacturers use them to shield sensitive components from dust and static damage. Healthcare facilities rely on them to maintain sterile surgical environments. The panels' adaptability ensures they meet diverse operational requirements while maintaining consistent performance across various applications and regulatory frameworks. - Pharmaceutical manufacturing facilities for producing sterile medications, vaccines, and injectable drugs - Electronics assembly plants and semiconductor fabrication units to prevent particulate contamination - Hospital operating theaters, isolation rooms, and intensive care units for infection control - Biotechnology research laboratories for cell culture work and sensitive experiments - Medical device manufacturing facilities ensuring sterile production environments
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Air Micron Cleantech, Maharashtra
 Maharashtra, India
Maharashtra, India
Health & Personal Care•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Pharmaceutical Electronics Healthcare Modular Clean Room Panels
Pharmaceutical Electronics Healthcare Modular Clean Room Panels provide reliable controlled environments with GI precoated double skin and 50mm/100mm puff insulation, meeting strict industry standards for sterile manufacturing and sensitive operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Air Micron Cleantech Maharashtra, India
Maharashtra, India
Health & Personal CareManufacturer