undefined
Similar Products







Description
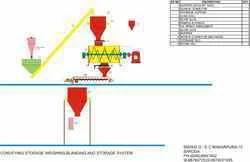
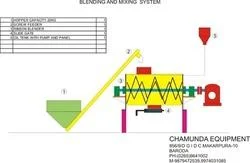
Our industrial mixing systems are engineered to meet the rigorous demands of modern processing industries, providing reliable and efficient blending solutions. Designed with precis...
Our industrial mixing systems are engineered to meet the rigorous demands of modern processing industries, providing reliable and efficient blending solutions. Designed with precision engineering, these systems ensure optimal performance, durability, and operational efficiency for critical mixing tasks. They are built to deliver consistent, uniform results whether handling sensitive pharmaceutical compounds, aggressive chemicals, or food-grade materials. The focus is on robust construction and reliable operation, making them a trusted choice for production facilities that require dependable equipment to maintain their process integrity and output quality. These versatile mixing systems are integral to numerous industries due to their reliability and adaptability. In chemical production, they are essential for creating homogeneous mixtures of reactants, ensuring product consistency and process safety. Pharmaceutical manufacturers rely on them for the precise and sterile blending of sensitive formulations, adhering to strict regulatory standards. The food and beverage sector utilizes these mixers for creating uniform products like sauces, dressings, and dairy items. They are also vital in industries such as paints and coatings, adhesives, cosmetics, and water treatment, where exact mixing is crucial for final product quality, performance, and compliance with industry specifications. Investing in these industrial mixing systems delivers significant business value through enhanced productivity, reduced operational costs, and minimized process variability. Their durable construction and reliable performance decrease maintenance frequency and extend equipment service life, ensuring a strong return on investment. The systems are designed for seamless integration into existing production lines, optimizing workflow without major disruptions. Rigorous quality assurance and testing guarantee performance against defined industrial parameters, providing peace of mind and operational reliability. This combination of durability, efficiency, and dependable performance makes them a strategic asset for businesses focused on long-term, consistent production outcomes. Key Features: - Engineered with high-grade, corrosion-resistant materials for long-term durability in harsh environments. - Precision-designed agitation systems ensure consistent, uniform mixing results across various viscosities. - Robust construction and heavy-duty components built for continuous operation in demanding industrial settings. - Designed for easy integration with existing production lines, control systems, and auxiliary equipment. - Configurable options available to suit specific process requirements, capacities, and material handling needs. Benefits: - Enhanced production efficiency and consistent product quality through reliable, uniform mixing performance. - Reduced operational downtime and lower maintenance costs due to durable, industrial-grade construction. - Improved process control and repeatability, leading to less waste and higher batch-to-batch consistency. - Long equipment lifespan and strong return on investment from dependable, heavy-duty engineering. - Operational flexibility to handle a wide range of materials and adapt to various production requirements.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial mixing systems are engineered for precision and consistency across demanding production cycles. They handle diverse viscosities and materials, ensuring uniform blending for critical processes in batch or continuous operations. Their robust design guarantees reliable performance in challenging industrial settings, minimizing downtime and maintaining product quality. Built to meet exact specifications, these systems support applications from gentle stirring to high-shear mixing. They are designed to integrate with various production requirements, including specific temperature control, pressure handling, and stringent hygiene standards. This operational flexibility makes them suitable for a wide range of manufacturing and processing needs, ensuring consistent output. - Chemical manufacturing for homogenizing reactants and ensuring consistent batch quality. - Pharmaceutical production for precise, contamination-free mixing of active ingredients and excipients. - Food processing for blending ingredients, creating emulsions, and producing sauces and beverages. - Paint and coatings industry to achieve uniform color dispersion, texture, and viscosity. - Water treatment facilities for accurate chemical dosing, mixing, and flocculation processes.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chamunda Equipment, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Mixing Systems For Chemical Pharmaceutical Food Processing
Industrial mixing systems for chemical, pharmaceutical, and food processing deliver reliable, efficient blending. Engineered for superior performance and durability in demanding production environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chamunda Equipment Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer
