undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial Methyl Violet dyes represent premium triarylmethane coloring solutions known for their intense violet hue and reliable performance characteristics. These high-quality dy...
Industrial Methyl Violet dyes represent premium triarylmethane coloring solutions known for their intense violet hue and reliable performance characteristics. These high-quality dyes are engineered to deliver consistent results across various industrial applications, manufactured under strict quality control protocols to ensure uniform composition in every batch. The product is available in multiple specifications tailored to different industrial requirements, from concentrated forms for large-scale manufacturing to prepared solutions for precise laboratory applications. This versatility makes Methyl Violet dyes suitable for businesses that depend on predictable coloration outcomes in their production processes, supported by technical expertise to address specific application challenges. Multiple industries benefit from the exceptional coloring capabilities of Methyl Violet dyes in their manufacturing and research operations. Textile manufacturers value these dyes for creating vibrant, long-lasting colors on natural fibers while maintaining excellent fastness properties. Biological research facilities and medical laboratories utilize Methyl Violet as crucial staining agents in microscopy and diagnostic procedures for accurate cell identification. The printing industry incorporates these dyes in security ink formulations and specialty printing applications where color consistency and durability are paramount. Additional industrial applications include paper manufacturing for colored stationery, leather processing for finished goods, and various marking systems requiring reliable color performance under different environmental conditions. Businesses select our Methyl Violet dyes for their proven reliability and consistent performance in demanding industrial environments. Our products deliver superior value through excellent color yield, which reduces the quantity required per production batch and optimizes operational costs. The dyes demonstrate remarkable stability under various processing conditions, ensuring finished products maintain their visual appeal and color integrity over time. We maintain reliable supply chain operations to ensure consistent product availability for production planning and inventory management. Our commitment to quality assurance and technical support provides customers with confidence in their coloring applications, backed by extensive experience in industrial dye manufacturing and application expertise. Key Features: - High color strength with excellent dyeing properties for consistent coloration results - Multiple specification options available in various concentration levels - Superior fastness properties including light resistance and wash durability - Strict quality control protocols ensuring batch-to-batch consistency - Technical support available for application-specific requirements Benefits: - Reduced material usage through high color yield, lowering production costs - Long-lasting color performance maintaining product appearance over time - Reliable supply chain ensuring consistent availability for manufacturing schedules - Versatile application across multiple industries and processing methods - Consistent quality results supporting brand integrity and customer satisfaction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Methyl Violet dyes provide exceptional performance in textile processing, creating vibrant, lasting colors on natural fibers like cotton and silk. Their excellent color fastness ensures fabrics maintain their visual appeal through repeated washing and exposure to light. These dyes are formulated for consistent results in industrial dyeing processes, making them ideal for manufacturers requiring reliable coloration solutions for their production lines. The chemical stability of Methyl Violet makes it suitable for various industrial environments where consistent color performance is essential for product quality and customer satisfaction. Beyond textiles, these dyes serve critical functions in biological staining and specialized ink formulations. Laboratories utilize Methyl Violet for microscopic analysis and diagnostic procedures due to its selective staining properties. The printing industry incorporates these dyes in security inks and specialty printing where color intensity and resistance properties are crucial. Industrial applications extend to paper manufacturing and leather processing, where the dye's stability under different processing conditions ensures superior finished products. The versatility of Methyl Violet makes it valuable across multiple sectors requiring precise color matching and durability. - Textile dyeing processes for cotton, silk, and wool fabrics in apparel and home furnishings - Biological staining in pathology labs and research facilities for cell structure identification - Security ink production for official documents, stamps, and authentication markings - Paper coloring applications for premium stationery and decorative paper products - Leather finishing and dyeing in automotive interiors and furniture manufacturing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagvandas Maganlal Shah, West Bengal
 West Bengal, India
West Bengal, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
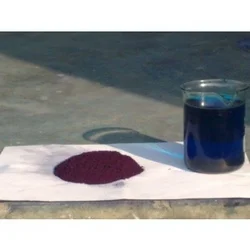
Industrial Methyl Violet Dyes For Textile Ink Biological Staining
Industrial Methyl Violet dyes deliver vibrant coloration for textile manufacturing, ink production, and biological staining applications. These high-quality dyes ensure consistent performance with reliable supply for industrial users requiring precise color results.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagvandas Maganlal Shah West Bengal, India
West Bengal, India
Raw Materials & ChemicalsManufacturer