undefined
Apparel & Fashion
Loading subcategories...
View More
Description
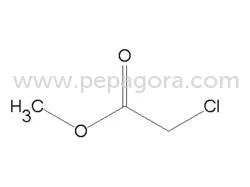
High Purity Methyl Monochloro Acetate (MMCA) with over 99% purity represents a premium chemical intermediate characterized by exceptional quality and consistent performance. This c...
High Purity Methyl Monochloro Acetate (MMCA) with over 99% purity represents a premium chemical intermediate characterized by exceptional quality and consistent performance. This clear, colorless liquid with distinctive properties serves as a vital component in numerous industrial synthesis processes. Sourced from reliable manufacturing partners, this product meets stringent quality standards, making it the preferred choice for importers, distributors, and industrial buyers seeking dependable chemical solutions. The compound's high purity ensures minimal impurities in final products, significantly enhancing manufacturing efficiency and output quality across various applications. MMCA finds extensive utilization across pharmaceutical, agrochemical, and dye manufacturing industries. In pharmaceutical applications, it plays an instrumental role in synthesizing active ingredients for various therapeutic medications and pharmaceutical intermediates. Agrochemical manufacturers depend on MMCA for producing effective herbicides, pesticides, and crop protection agents that ensure agricultural productivity and food security. The dye industry leverages this compound to create stable, vibrant colorants for textiles, plastics, and other materials. Its adaptability also extends to specialty chemical production and research sectors, supporting innovative developments and efficient production workflows across multiple industrial applications. For manufacturing operations, MMCA delivers exceptional reliability and consistent performance, significantly reducing production risks and operational uncertainties. The high purity grade translates to improved yield rates and reduced waste generation, ultimately lowering operational costs and enhancing production efficiency. The product undergoes rigorous quality control measures, ensuring safety compliance and suitability for demanding industrial environments. This chemical intermediate's versatility and reliability make it an essential component for companies maintaining high standards in their manufacturing operations while optimizing production processes and output quality. Key Features: - High purity grade exceeding 99% for superior performance - Excellent reactivity as a chemical intermediate - Consistent quality across all production batches - Clear, colorless liquid with distinctive properties - Rigorous quality control and testing protocols Benefits: - Enhanced manufacturing efficiency and output quality - Reduced production risks and operational uncertainties - Improved yield rates with minimal waste generation - Suitable for demanding industrial environments - Supports innovative developments across multiple sectors
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Methyl Monochloro Acetate serves as a crucial chemical intermediate in synthesizing active ingredients for pharmaceutical formulations and agrochemical products. Its high reactivity makes it ideal for producing effective herbicides, insecticides, and various therapeutic compounds, ensuring efficient manufacturing processes with consistent results. The compound maintains excellent purity standards throughout production cycles. This versatile intermediate supports multiple synthetic pathways across different industrial sectors, enhancing product development capabilities. The consistent quality and reliability make it a preferred choice for manufacturers requiring dependable chemical solutions for large-scale production. Its application extends to dye manufacturing and specialty chemical production, providing essential building blocks for various industrial processes. Real-world applications: - Manufacturing herbicides and pesticides for effective crop protection solutions - Synthesizing active pharmaceutical ingredients for medicinal formulations - Producing dyes and pigments for textile and plastic industries - Serving as organic synthesis reagent for specialty chemical production - Supporting research and development for innovative chemical processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Prakar Fine Chem Industries, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
High Purity Methyl Monochloro Acetate (MMCA) 99% For Pharma Agrochemical
High Purity Methyl Monochloro Acetate MMCA 99% for pharmaceutical intermediates and agrochemical manufacturing. Premium quality chemical intermediate ensuring reliable performance and consistent results.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Prakar Fine Chem Industries Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer