undefined
Similar Products




Description
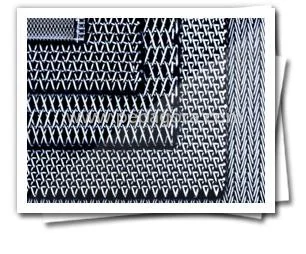
Our industrial metallic conveyor belts are engineered for exceptional durability and performance in demanding operational environments. Constructed from high-grade spring steel, ga...
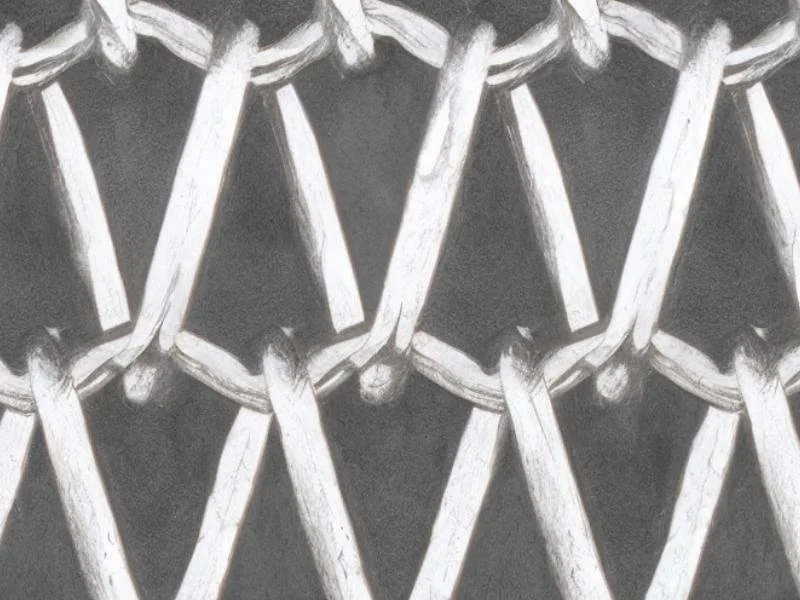
Our industrial metallic conveyor belts are engineered for exceptional durability and performance in demanding operational environments. Constructed from high-grade spring steel, galvanized iron, and stainless steel materials, these belts are built to handle everything from light to heavy loads with consistent reliability. They excel in conditions where temperature extremes, moisture, and continuous use would degrade ordinary belts. Each belt undergoes rigorous quality testing to ensure it meets strict industry standards, providing a trustworthy solution that minimizes maintenance requirements and extends service life. The open mesh design enhances functionality by allowing air circulation, liquid drainage, and straightforward cleaning procedures. These conveyor belts serve critical roles across multiple industries where material handling demands robustness and specialized properties. In food processing facilities, they facilitate washing, cooking, and cooling operations while meeting sanitary standards. Automotive manufacturers utilize them in painting and drying lines where temperature resistance is essential. Metalworking sectors depend on them for heat treatment processes like quenching and forging, while electronics and pharmaceutical industries benefit from their precision handling in assembly and sterilization environments. Their versatility makes them suitable for packaging lines, manufacturing operations, and processing applications worldwide. Investing in our metallic conveyor belts delivers substantial business value through improved operational efficiency, reduced downtime, and lower long-term costs. The robust construction ensures extended service life, decreasing replacement frequency and maintenance expenses. The open mesh design contributes to productivity in processes requiring cooling or washing by enabling better airflow and drainage. Their reliable performance under challenging conditions means continuous operation with minimal interruptions. Backed by quality-assured materials and comprehensive testing, these belts provide peace of mind for sustained, trouble-free performance in your facility. Key Features: - Constructed from durable spring steel, GI, and SS materials for long-lasting performance - Open mesh design enables efficient airflow, drainage, and easy cleaning - Suitable for light, medium, and heavy load capacities across various industries - Heat and corrosion resistant for demanding industrial environments - Customizable specifications to match specific conveyor system requirements Benefits: - Enhanced operational efficiency through reliable performance and reduced downtime - Lower long-term costs due to extended service life and minimal maintenance needs - Improved productivity in processes requiring cooling, drying, or washing - Versatile application across multiple industries and operational environments - Trustworthy performance backed by quality materials and thorough testing
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Condition | New |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Metallic conveyor belts deliver robust performance in demanding industrial environments where standard belts fall short. Their spring steel, GI, and SS construction withstands high temperatures, heavy loads, and corrosive conditions while the open mesh design permits optimal airflow, drainage, and cleaning efficiency. These features make them indispensable for operations requiring both durability and hygiene. Customized to specific operational requirements, these belts ensure smooth product movement across manufacturing and processing lines. They integrate seamlessly with various conveyor systems, supporting consistent performance while reducing maintenance needs and operational downtime. Industries value their adaptability to different layouts and their ability to maintain reliability under continuous use in challenging settings. - Food processing operations including washing, cooking, cooling, and freezing lines - Automotive manufacturing processes such as painting, drying, and assembly stages - Electronics component handling during soldering, inspection, and cooling phases - Pharmaceutical production for sterilization, packaging, and cleanroom conveying - Metalworking applications including heat treatment, quenching, and forging processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Goldenco Weldmesh Co, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Tools & Hardware•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Metallic Conveyor Belts Spring Steel GI SS Durable
Industrial metallic conveyor belts made from durable spring steel, GI, and SS materials. These reliable belts handle light to heavy loads for manufacturing, processing, and packaging applications with heat resistance and open mesh design.
Min. Order Quantity: 1 Rolls
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Goldenco Weldmesh Co Tamil Nadu, India
Tamil Nadu, India
Tools & HardwareDistributor / Wholesaler