undefined

Similar Products




Description
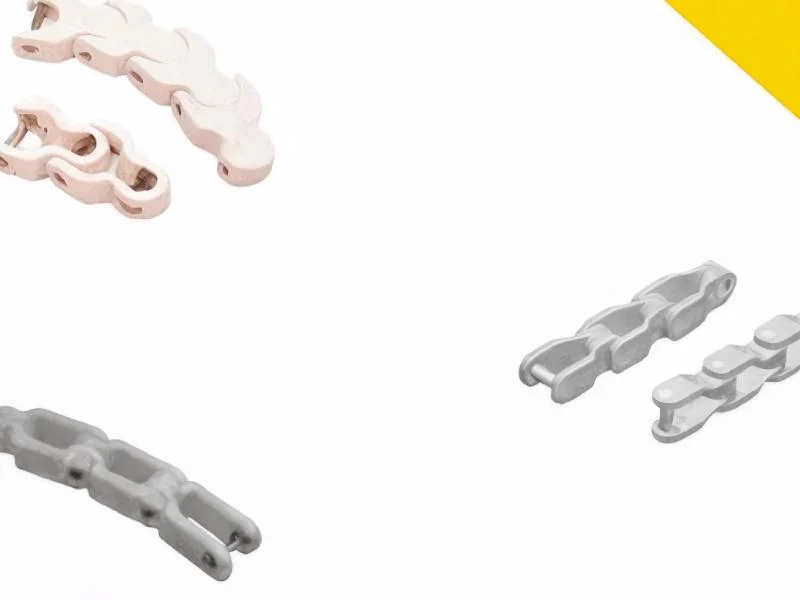
Our heavy-duty metal conveyor sprockets represent industrial-grade components designed for maximum reliability and performance in material handling systems. Each sprocket is precis...
Our heavy-duty metal conveyor sprockets represent industrial-grade components designed for maximum reliability and performance in material handling systems. Each sprocket is precision-engineered to deliver consistent power transmission while withstanding the rigors of continuous industrial operation. We utilize high-grade materials and advanced manufacturing techniques to create components that offer exceptional tensile strength and corrosion resistance. This commitment to quality ensures extended service life and dependable performance in even the most challenging operational environments, providing businesses with components they can trust for critical material handling operations. These conveyor sprockets serve essential roles across numerous industrial sectors where efficient material movement is crucial. Manufacturing and automotive industries rely on them for assembly line conveyor systems that transport components through production processes. The food processing sector utilizes their corrosion-resistant properties for hygienic packaging and processing operations. Mining and quarry operations depend on their robust construction for transporting heavy materials, while warehouse and logistics companies integrate them into automated distribution systems. Agricultural operations also benefit from their reliability in product sorting and processing equipment, making them versatile solutions for industries requiring precise material handling. The operational value of our conveyor sprockets extends beyond basic component functionality to deliver significant business advantages. Their exceptional durability results in reduced maintenance costs and minimized production downtime, directly impacting operational efficiency and profitability. The precision engineering ensures optimal system integration, eliminating compatibility issues that can disrupt production workflows. The corrosion-resistant properties and high tensile strength guarantee long-term performance without degradation, providing excellent return on investment through extended service life and reduced replacement frequency. This reliability allows businesses to maintain consistent production output and operational continuity. Key Features: - Heavy-duty construction for industrial material handling - High tensile strength for demanding applications - Superior corrosion resistance for various environments - Precision engineering for smooth power transmission - Quality testing and performance validation Benefits: - Reduced maintenance costs and operational downtime - Extended service life and durability - Reliable performance in challenging conditions - Seamless integration with conveyor systems - Consistent material handling efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
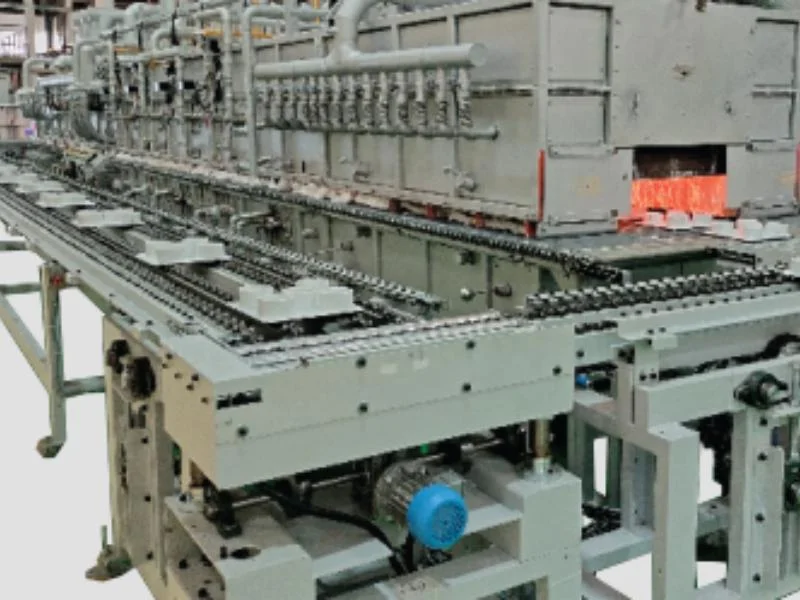
Our heavy-duty metal conveyor sprockets provide precise power transmission for conveyor systems across multiple industrial sectors. They maintain timing accuracy and drive efficiency while withstanding continuous operational stress in demanding environments. These components ensure smooth material flow and consistent performance in various industrial settings. Manufactured with exceptional durability and corrosion resistance, these sprockets integrate seamlessly with different conveyor systems. This compatibility reduces maintenance requirements and operational downtime while delivering reliable performance. The robust construction handles heavy loads and challenging conditions across diverse industrial applications. - Automotive manufacturing assembly line conveyor systems - Food processing plant packaging and production lines - Mining operations for heavy material transport - Warehouse distribution center automation systems - Agricultural product processing and sorting equipment
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Apex Gear Craft, Gujarat
 Gujarat, India
Gujarat, India
Construction•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Heavy Duty Metal Conveyor Sprockets For Industrial Material Handling
Heavy duty metal conveyor sprockets deliver reliable power transmission for industrial material handling systems. Engineered with high tensile strength and corrosion resistance for demanding applications across multiple industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apex Gear Craft Gujarat, India
Gujarat, India
ConstructionManufacturer

