₹
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial heavy duty metal chain conveyors represent premium material handling equipment engineered for maximum durability and performance in demanding operational environment...
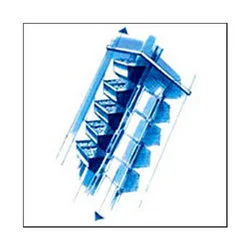
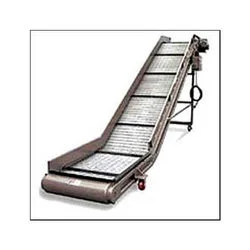
Our industrial heavy duty metal chain conveyors represent premium material handling equipment engineered for maximum durability and performance in demanding operational environments. Constructed with high-grade metal slats securely attached to robust simplex or duplex chains, these systems ensure long-term reliability with minimal maintenance requirements. The conveyors are designed to handle capacities ranging from a few kilograms to an impressive 100,000 kg per hour, providing scalability for growing operations and diverse industrial needs. Each unit features precision engineering that delivers consistent performance under pressure while maintaining operational efficiency across various material types and handling conditions. These metal chain conveyors serve critical functions across multiple industries where reliable material handling directly impacts operational success. In automotive manufacturing, they form the backbone of assembly lines, efficiently moving components through production stages. Food processing facilities utilize them for handling both raw ingredients and packaged goods, with designs suitable for industrial food environments. Mining and aggregate operations depend on their strength to transport heavy ores and materials, while warehouse and distribution centers leverage their reliability for sorting and logistics systems. Recycling facilities and waste management operations also benefit from their ability to handle abrasive materials and harsh conditions that would quickly degrade standard equipment. The business value of these metal chain conveyors extends beyond initial purchase price, offering substantial return on investment through reduced downtime, lower maintenance costs, and improved operational efficiency. Their robust construction ensures years of reliable service, minimizing the need for frequent replacements or repairs that disrupt production schedules. The engineering focus on durability means businesses can count on consistent performance even in the most challenging environments, protecting against production losses and maintaining workflow continuity. This reliability ensures that material handling operations remain efficient and predictable, contributing directly to overall operational profitability and long-term equipment value. Key Features: - Heavy-duty metal construction with simplex or duplex chains for superior strength - Handling capacity from minimal loads to 100,000 kg per hour for diverse applications - Engineered for high reliability and continuous operation in demanding environments - Precision engineering for minimal maintenance requirements and long service life - Robust design capable of withstanding impact, abrasion, and high temperatures Benefits: - Reduced operational downtime through reliable continuous performance - Lower maintenance costs with durable construction and minimal service requirements - Improved operational efficiency with consistent material handling capabilities - Long service life providing excellent return on investment over time - Versatile application across multiple industries and material types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Metal chain conveyors provide robust material handling solutions for heavy, bulky, or high-temperature items in demanding industrial settings. Their durable construction ensures reliable performance in continuous production lines and automated systems, making them essential for operations where downtime is not an option. These conveyors adapt to various layouts and capacity requirements, offering flexibility for diverse industrial applications across multiple sectors where strength and reliability are critical requirements. From automotive manufacturing to mining operations, these conveyors handle extreme conditions with consistent performance. They are engineered to move materials efficiently while withstanding impact, abrasion, and high temperatures that would compromise standard equipment. Their versatility makes them suitable for both standard applications and the most demanding heavy industrial settings where equipment failure would result in significant production losses and operational disruptions. - Automotive manufacturing assembly lines for moving vehicle components and chassis parts - Food processing plants for handling packaged goods and raw ingredients through production - Mining operations for transporting heavy ores, aggregates, and extracted materials - Warehouse and distribution centers for efficient logistics, sorting, and material flow - Recycling facilities for moving bulk waste materials and sorted recyclables through processing
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Best Systems And Services, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Metal Chain Conveyors For High Capacity Material Handling
Industrial heavy duty metal chain conveyors deliver reliable high-capacity material handling from a few kg to 100,000 kg per hour. These robust systems feature simplex or duplex chains for demanding industrial applications requiring durability and consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Best Systems And Services Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer