undefined

Similar Products






Description
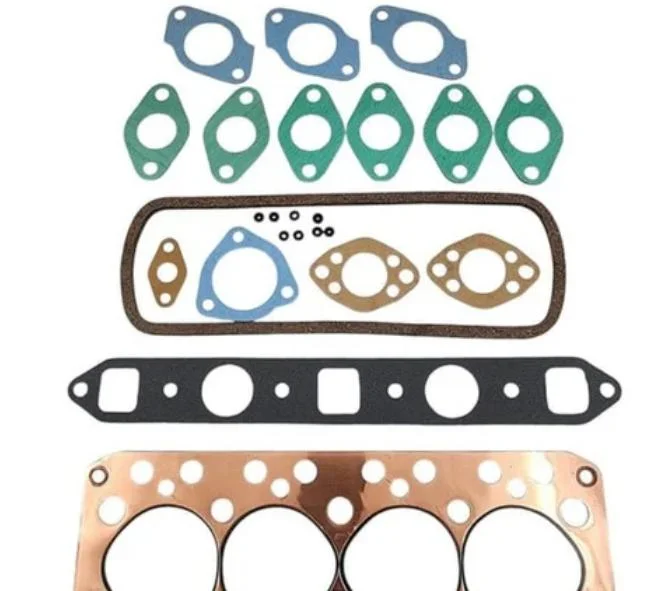
Our industrial mechanical sealing rings represent advanced sealing technology designed for operations where reliability cannot be compromised. These rings feature specialized const...
Our industrial mechanical sealing rings represent advanced sealing technology designed for operations where reliability cannot be compromised. These rings feature specialized construction with corrosion-resistant materials engineered to handle the most demanding industrial conditions. They provide superior performance where traditional sealing solutions fail, delivering consistent sealing integrity under extreme pressure and temperature variations. The precision manufacturing ensures dimensional accuracy and consistent quality, making them suitable for critical applications across multiple industries. These seals effectively contain superheated steam, non-oxidizing liquids, gases, hydrocarbons, and aggressive chemicals while maintaining structural integrity and performance reliability. These mechanical sealing rings serve essential functions across multiple industrial sectors including chemical processing, oil and gas exploration, power generation, manufacturing, and water treatment facilities. In chemical plants, they prevent hazardous leaks in equipment handling corrosive substances and aggressive media. The power generation industry relies on them for maintaining steam system integrity in turbines, boilers, and related equipment. Oil and gas applications benefit from their hydrocarbon resistance in extraction, refining, and processing operations. Manufacturing facilities utilize them in hydraulic systems, pumps, and processing equipment where operational reliability is non-negotiable. Their performance characteristics also support applications in pharmaceutical and food processing industries where contamination prevention and hygiene standards are critical. The business value of our mechanical sealing rings lies in their exceptional reliability and long-term cost-effectiveness throughout the product lifecycle. They significantly reduce maintenance downtime and prevent costly production interruptions caused by seal failures. The corrosion-resistant properties extend service life substantially compared to conventional alternatives, delivering measurable operational savings over time. The replacement of outdated sealing materials with our advanced solutions demonstrates technological advancement while meeting contemporary safety and environmental standards. These rings represent a strategic investment in operational efficiency, risk mitigation, and continuous production for industrial operations that depend on reliable sealing performance. Key Features: - Corrosion-resistant construction for harsh chemical environments - Enhanced durability for long-term performance reliability - High-temperature and high-pressure performance capabilities - Precision engineering for consistent sealing performance - Multiple profile options for various equipment requirements Benefits: - Reduced maintenance downtime and operational interruptions - Extended service life compared to conventional sealing solutions - Reliable performance in extreme temperature and pressure conditions - Prevention of costly leaks and production losses - Long-term cost savings through reduced replacement frequency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our mechanical sealing rings deliver critical sealing performance across demanding industrial environments. They are specifically engineered to withstand extreme conditions including high pressure, temperature fluctuations, and corrosive media. The robust construction ensures long-term reliability where standard seals would deteriorate, making them essential for mission-critical operations that demand zero-leak performance and minimal maintenance requirements. These sealing rings serve multiple industries from chemical processing to power generation and manufacturing. Their compatibility with various media including steam, hydrocarbons, and aggressive chemicals makes them versatile for diverse applications. The precision engineering allows for optimal performance in specialized equipment, ensuring effective leak prevention and operational continuity in complex industrial systems. - Valve sealing systems for superheated and saturated steam applications in power generation - Chemical processing equipment handling corrosive liquids, gases, and aggressive media - Oil and gas industry applications for hydrocarbon containment and processing - Pump sealing systems in manufacturing plants and water treatment facilities - Replacement solutions for outdated sealing materials in industrial machinery upgrades
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Attal Gaskets, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Mechanical Sealing Rings Corrosion Resistant Durable
Industrial mechanical sealing rings provide corrosion-resistant, durable sealing for valves, pumps, and heavy machinery in chemical, oil, and manufacturing sectors. Engineered for reliability in demanding applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Attal Gaskets Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer