undefined

Similar Products







Description
The industrial oil-free mechanical booster pump represents a significant advancement in vacuum technology by completely eliminating oil from the rotation mechanism. This innovative...
The industrial oil-free mechanical booster pump represents a significant advancement in vacuum technology by completely eliminating oil from the rotation mechanism. This innovative design produces uncontaminated vacuum environments free from oil vapor interference, ensuring pure operational conditions for sensitive applications. Operating with minimal accessories, the pump delivers reliable performance with ultimate pressure capabilities reaching up to 10-4 Torr. With a rotation speed of 3000 RPM and weighing 80 kgs, this robust equipment provides efficient vacuum solutions for various industrial applications where purity and reliability are critical requirements. This oil-free mechanical booster pump finds extensive usage across multiple industries that demand contamination-free vacuum environments. Semiconductor manufacturers rely on it for clean room processes where even microscopic oil particles could compromise product quality and yield rates. Pharmaceutical companies utilize it in drug production and packaging to maintain strict purity standards required by regulatory bodies. The food processing industry benefits from its oil-free operation to prevent product contamination during packaging, drying, and processing operations. Research institutions and industrial coating facilities also depend on its clean vacuum capabilities for sensitive applications where surface purity is essential. The mechanical booster pump delivers exceptional business value through its reliability and operational efficiency. Its oil-free design significantly reduces maintenance costs and downtime associated with oil changes, filter replacements, and oil disposal. The minimal accessory requirements lower initial investment costs and simplify installation processes, reducing overall system complexity. Businesses benefit from reduced operational costs while maintaining high performance standards through consistent vacuum performance. The pump's robust construction ensures long service life with minimal maintenance requirements, providing excellent return on investment for companies seeking reliable vacuum solutions that protect product integrity. Key Features: - Oil-free rotation mechanism eliminating vapor contamination - Ultimate pressure capability reaching 10-4 Torr for high vacuum applications - 3000 RPM rotation speed ensuring efficient performance - Minimal accessory requirements reducing system complexity - Robust construction with 80 kg weight ensuring durability Benefits: - Prevents product contamination in sensitive manufacturing processes - Reduces maintenance costs and downtime associated with oil changes - Lowers operational complexity with simplified accessory requirements - Ensures consistent performance in demanding industrial environments - Provides long service life with reliable vacuum solutions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This mechanical booster pump serves critical applications across industries where oil-free vacuum is mandatory. Its clean operation eliminates contamination risks in sensitive processes while maintaining consistent performance with minimal maintenance requirements. The pump's robust design ensures long-term reliability in demanding industrial environments, providing dependable vacuum solutions for operations where purity cannot be compromised. Industries including semiconductor manufacturing, pharmaceutical production, and food processing benefit significantly from this pump's oil-free operation. The elimination of oil vapor prevents product contamination while delivering efficient vacuum performance. Simplified accessory requirements reduce operational complexity and maintenance costs, making it an ideal choice for businesses seeking reliable vacuum technology without contamination risks. - Semiconductor manufacturing processes requiring contamination-free vacuum environments - Pharmaceutical production lines where oil-free operation ensures product purity - Food processing and packaging applications preventing oil vapor contamination - Research laboratories conducting sensitive experiments requiring clean vacuum conditions - Industrial coating processes where oil-free vacuum ensures flawless surface finishes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Apex Technology, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
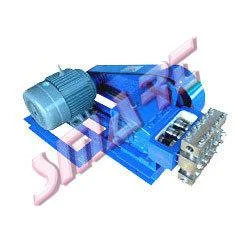
Industrial Oil Free Mechanical Booster Pump For Clean Vacuum Solutions
Industrial oil-free mechanical booster pump delivers clean vacuum without oil vapor contamination. Ideal for semiconductor, pharmaceutical, and food processing industries requiring reliable, low-maintenance vacuum solutions with high performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apex Technology Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer