undefined

Similar Products




Description
Our material handling conveyor systems are engineered to streamline your operations by automating the movement of materials between different points in your facility. These systems...
Our material handling conveyor systems are engineered to streamline your operations by automating the movement of materials between different points in your facility. These systems are designed with precision to handle various load types, from lightweight packages to heavy industrial components. Built with robust materials and advanced engineering principles, our conveyors ensure smooth, continuous operation even in demanding environments. We offer reliable solutions that match your specific layout requirements, throughput needs, and material characteristics. Whether you need simple belt conveyors or complex automated systems with integrated controls, we provide solutions that enhance efficiency and reduce manual labor costs. These conveyor systems serve critical roles across multiple industries including manufacturing, warehousing, logistics, food processing, and packaging. In manufacturing plants, they facilitate just-in-time delivery of components to assembly stations. Warehouses utilize them for efficient goods movement between storage areas and shipping docks. Food processing facilities benefit from conveyors designed with hygienic materials and easy-clean surfaces. Logistics companies implement these systems for parcel sorting and distribution. The versatility of our conveyors makes them suitable for both light-duty applications in electronics manufacturing and heavy-duty applications in mining or construction material handling. Investing in our material handling conveyor systems delivers significant business value through improved operational efficiency, reduced labor costs, and enhanced workplace safety. Our systems are built to last with high-quality components and rigorous quality control standards, ensuring minimal downtime and long-term reliability. We differentiate ourselves through exceptional quality and reliability, allowing us to create solutions that perfectly match your unique operational requirements. Our technical support team provides comprehensive assistance from design through installation and maintenance, ensuring your system operates at peak performance throughout its lifecycle. Key Features: - Robust construction using high-quality materials for extended service life - Precision engineering for smooth and continuous material transport - Adaptable design suitable for various industrial environments - Efficient operation with minimal maintenance requirements - Seamless integration with existing facility layouts and processes Benefits: - Enhanced operational efficiency through automated material handling - Reduced labor costs by minimizing manual transportation needs - Improved workplace safety with automated material movement - Consistent performance ensuring reliable workflow continuity - Long-term durability providing excellent return on investment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Material handling conveyor systems automate production lines and warehouse operations by efficiently transporting materials between workstations, storage areas, and loading docks. This reduces manual handling, minimizes delays, and enhances workflow consistency across various industrial environments for improved operational efficiency. These conveyor systems support diverse industries including manufacturing, food processing, packaging, and logistics. They handle everything from small parts to heavy bulk materials, adapting to different layouts and operational requirements. The systems ensure seamless integration with existing machinery and processes, making them suitable for both new facilities and operational upgrades. - Automating assembly lines in automotive manufacturing plants for consistent part delivery - Moving packaged goods in distribution centers for faster order fulfillment - Transporting raw materials in food processing facilities under hygienic conditions - Handling bulk items in mining and construction sites for efficient loading - Sorting parcels and documents in courier and postal service hubs
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Neptune Systems, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
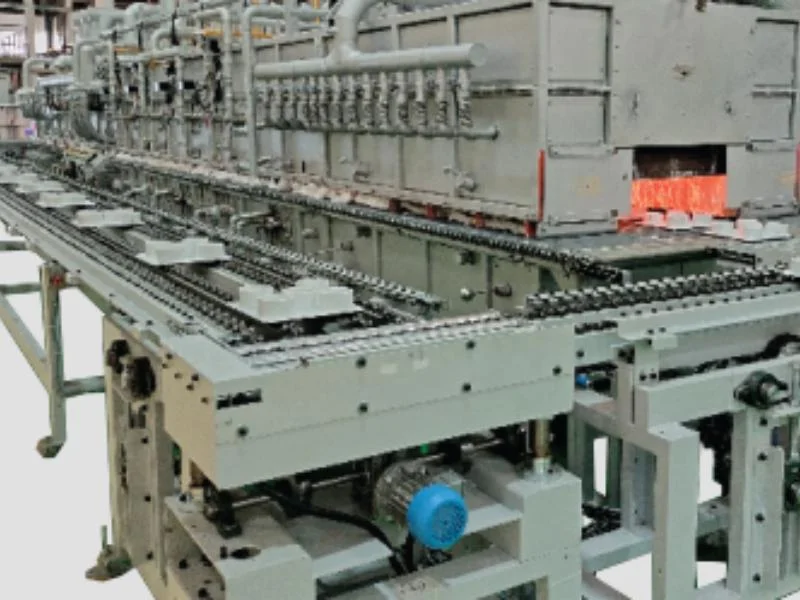
Material Handling Conveyor Systems For Efficient Warehouse Transport
Material handling conveyor systems for efficient warehouse transport. These reliable systems streamline material movement in manufacturing and logistics operations with durable construction and seamless workflow integration.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Neptune Systems Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer
