₹
Apparel & Fashion
Loading subcategories...
View More
Description
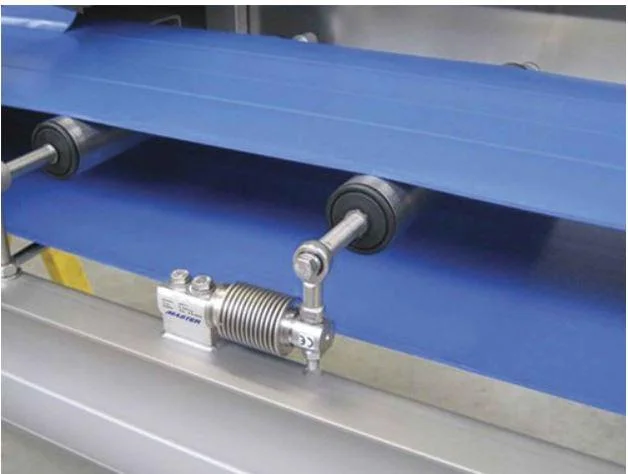
The Master 421 Belt Scale Weigh Frame is engineered for accurate and reliable weighing on flat belt conveyors in light-capacity scenarios. It features rollers supported by load cel...
The Master 421 Belt Scale Weigh Frame is engineered for accurate and reliable weighing on flat belt conveyors in light-capacity scenarios. It features rollers supported by load cells on both sides, ensuring stable measurement even in continuous operation. The open design facilitates easy cleaning and maintenance, reducing downtime and enhancing operational efficiency. Built for durability, this weigh frame integrates seamlessly with existing systems, providing consistent performance in various industrial settings. Its simplicity in installation and use makes it a practical choice for businesses seeking dependable weighing solutions without complexity. Industries such as food processing, pharmaceuticals, and bulk material handling rely on the Master 421 for precise weight data in their operations. In food production, it ensures accurate ingredient tracking and compliance with hygiene standards due to its easy-to-clean structure. Pharmaceutical applications benefit from its reliability in monitoring material flow for batch consistency. Logistics and warehousing sectors use it for inventory control of granular goods, while chemical and packaging industries employ it for quality checks and process optimization. Its versatility across these fields stems from its adaptability to different conveyor setups and light-material requirements. The Master 421 delivers significant business value by enhancing process accuracy, reducing waste, and supporting compliance with industry regulations. Its reliability minimizes operational disruptions through robust construction and low maintenance needs, leading to cost savings over time. Key differentiators include customization options to fit specific conveyor configurations and a focus on quality that ensures long-term performance. Businesses gain a trustworthy tool for improving efficiency in material handling, making it a sound investment for those prioritizing precision and durability in light-capacity weighing applications. Key Features: - Dual-side load cell support for stable and accurate weighing. - Open-frame design enabling easy cleaning and maintenance access. - Compatibility with flat belt conveyors in light-capacity uses. - Robust construction for durability in industrial environments. - Simple installation process to minimize setup time and costs. Benefits: - Improved weighing accuracy for better process control and reduced errors. - Enhanced hygiene with easy-to-clean features ideal for food and pharma sectors. - Lower maintenance requirements leading to reduced downtime and operational costs. - Reliable performance in continuous operations for consistent data output. - Customization options to suit specific business needs and conveyor systems.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Master 421 Belt Scale Weigh Frame excels in environments requiring consistent material weighing with minimal downtime. Its open-frame construction allows quick cleaning and inspection, making it perfect for industries where hygiene and maintenance access are priorities. This design reduces material buildup and ensures accurate measurements in continuous operations. This belt scale is particularly suited for light-capacity applications across food processing, pharmaceuticals, and granular material handling. It integrates seamlessly with existing conveyor systems to provide reliable data for inventory management, process control, and quality assurance. Businesses benefit from its straightforward installation and low maintenance needs in demanding settings. Real-world applications: Real-world applications: - Continuous weighing of food ingredients like grains, powders, and snacks in production lines. - Monitoring material flow in pharmaceutical manufacturing for precise batch control. - Inventory management in logistics and warehousing for granular products. - Process optimization in chemical plants handling light bulk materials. - Quality assurance in packaging operations where accurate weight verification is critical.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

RICE LAKE WEIGHING SYSTEMS INDIA LIMITED, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Master 421 Belt Scale Weigh Frame For Light Capacity Conveyors
Master 421 Belt Scale Weigh Frame delivers precise weighing for flat belt conveyors in light-capacity applications. Features dual-side load cell support and open design for easy cleaning, ideal for food processing and industrial use.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
RICE LAKE WEIGHING SYSTEMS INDIA LIMITED
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer


