undefined
Apparel & Fashion
Loading subcategories...
View More

Description
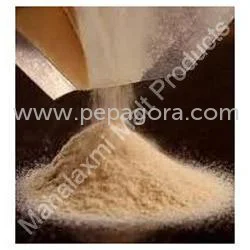
Premium Malt Extract is a high-quality, natural ingredient derived from malted barley through a meticulous hot water extraction process that avoids chemicals, using only water and ...
Premium Malt Extract is a high-quality, natural ingredient derived from malted barley through a meticulous hot water extraction process that avoids chemicals, using only water and physical methods to preserve barley integrity. The resulting wort is evaporated to 80% solids, locking in essential flavors, nutrients, and sugars for a product with a pleasant malty aroma, mild sweetness, and rich enzyme profile including alpha and beta amylases. This yellow-brown viscous liquid ensures purity and consistency, making it a dependable choice for industrial applications where natural ingredients and reliable performance are critical. This ingredient is essential in the brewing industry, providing fermentable sugars for alcohol production and complex flavor development in beers and other fermented beverages. In food manufacturing, it enhances taste, texture, and nutritional value in baking, confectionery, and dairy products, while the health and nutrition sector incorporates it into supplements and functional foods for its high vitamin B and mineral content. It also acts as a natural sweetener and coloring agent in sauces, beverages, and processed foods, supporting clean-label trends and meeting global demand for sustainable, health-focused ingredients across diverse markets. Businesses gain from the reliability and quality of our malt extract, which ensures batch-to-batch consistency and adherence to international standards, reducing production risks and enhancing end-product appeal. Its chemical-free nature aligns with consumer preferences for natural and sustainable options, helping manufacturers improve flavor, nutrition, and shelf life in their offerings. This versatility makes it a cost-effective solution for elevating product differentiation in competitive sectors, providing long-term value through trusted performance and broad application suitability. Key Features: - Pure hot water extraction process with no chemicals used - Evaporated to 80% solids to preserve natural nutrients and flavors - Rich in natural enzymes like alpha and beta amylases for enhanced functionality - Pleasant malty flavor and characteristic aroma for consistent taste profiles - High-quality viscous liquid form ideal for easy integration into various products Benefits: - Ensures consistent quality and reliability for industrial applications - Supports clean-label initiatives with chemical-free production - Enhances product flavor, nutrition, and shelf life in end-products - Versatile for use in brewing, food, and health sectors - Meets international standards for safety and performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Premium Malt Extract is a versatile natural ingredient widely used in food manufacturing, beverage production, and brewing due to its rich nutrient profile and consistent quality. It provides fermentable sugars, vitamins, and minerals, making it suitable for industrial and artisanal applications, ensuring reliable performance and clean-label compliance for manufacturers seeking pure raw materials. This extract enhances fermentation in brewing, improves flavor and browning in baking, and serves as a natural sweetener in confectionery and health foods. Its chemical-free process meets strict industry standards, appealing to health-conscious markets and supporting nutritional fortification in diverse products, from dairy items to functional beverages and supplements. - Brewing: Primary fermentable sugar source for beer, boosting alcohol content and flavor depth. - Bakery: Natural sweetener and flavor enhancer in bread, biscuits, and baked goods. - Health foods: Nutrient booster in dietary supplements and functional foods for vitamins and minerals. - Beverages: Added to malt drinks, energy beverages, and dairy for taste and nutrition. - Food processing: Natural coloring and flavoring agent in sauces, marinades, and ready meals.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Mahalaxmi Malt Products Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Malt Extract Natural Nutrient Rich Ingredient For Food Beverage Brewing
Premium Malt Extract is a natural nutrient-rich ingredient from malted barley, ideal for food, beverage, and brewing applications, offering consistent flavor and quality with chemical-free production.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Mahalaxmi Malt Products Pvt Ltd Haryana, India
Haryana, India
Raw Materials & ChemicalsManufacturer