undefined
Similar Products







Description
Industrial Hazardous Fluid Transfer Magnetic Coupled Flow Systems represent advanced fluid handling technology designed specifically for challenging industrial environments. These ...
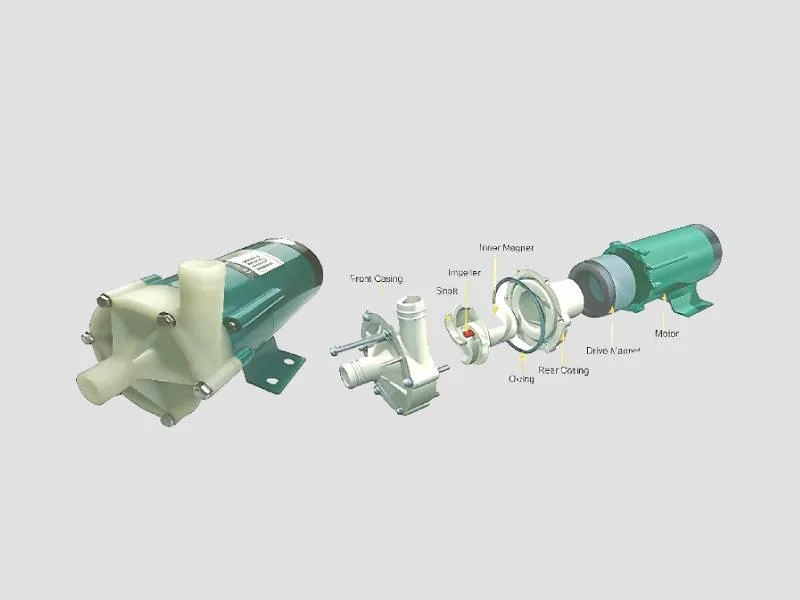
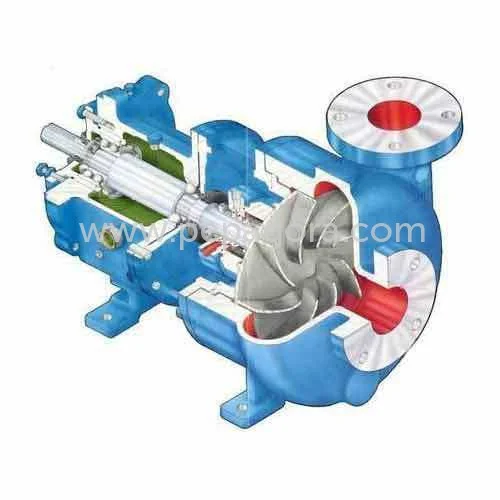
Industrial Hazardous Fluid Transfer Magnetic Coupled Flow Systems represent advanced fluid handling technology designed specifically for challenging industrial environments. These systems utilize magnetic coupling to transmit torque without mechanical contact between the motor and impeller, creating a completely sealless design. This innovative approach eliminates the primary failure point in traditional pumps—the shaft seal—providing absolute containment for hazardous fluids. The technology ensures zero external leakage, preventing environmental contamination and protecting personnel from exposure to dangerous substances. Engineered for reliability, these systems maintain consistent performance while handling aggressive, flammable, and toxic liquids across various industrial applications. Multiple industries rely on these magnetic coupled systems for critical fluid transfer operations. Chemical manufacturing facilities utilize them for transferring corrosive acids, caustic solutions, and reactive intermediates where leakage could cause severe safety incidents. Pharmaceutical companies implement these systems for handling sensitive active ingredients and solvents requiring absolute containment. Petrochemical plants depend on them for managing volatile hydrocarbons and processing chemicals in refinery operations. Paint and coating manufacturers use them for flammable solvent transfer, while specialty chemical producers employ them for toxic compound handling. These systems also serve agricultural chemical production, semiconductor manufacturing, and wastewater treatment facilities dealing with hazardous materials. The business value of these magnetic coupled flow systems extends beyond basic fluid transfer functionality. Their sealless design significantly reduces maintenance requirements by eliminating dynamic seals that typically wear and require regular replacement. This translates to lower operational costs, reduced downtime, and increased productivity. The systems' reliability ensures consistent process performance, minimizing production interruptions and quality variations. Enhanced safety features reduce liability risks and help maintain regulatory compliance with environmental and workplace safety standards. The robust construction supports continuous operation in demanding conditions, providing long-term value through extended service life and consistent performance. Key Features: - Sealless magnetic drive technology eliminates shaft seal leakage risks - Robust construction designed for continuous industrial operation - Efficient magnetic alignment minimizes heat generation during operation - Stable flow performance with minimal vibration and pulsation - Compact design suitable for space-constrained process layouts Benefits: - Absolute leak-proof containment prevents environmental contamination - Reduced maintenance requirements due to elimination of dynamic seals - Enhanced operational safety for personnel handling hazardous fluids - Consistent performance with minimal downtime and production interruptions - Long-term reliability supporting continuous industrial processes
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These magnetic coupled flow systems are engineered for demanding environments where fluid containment is critical. The sealless design eliminates traditional failure points, making them suitable for continuous operation in facilities handling aggressive substances. Their robust construction withstands challenging conditions while maintaining consistent performance across various industrial settings. Industries dealing with volatile, toxic, or environmentally sensitive materials benefit from these systems' enhanced safety features. The magnetic coupling technology prevents external leakage while handling corrosive chemicals, flammable liquids, and other hazardous fluids. This reliability makes them essential equipment for maintaining operational integrity and regulatory compliance in sensitive processing environments. Real-world applications: - Chemical manufacturing plants transferring aggressive acids, solvents, and reactive compounds - Pharmaceutical production facilities handling sensitive ingredients and intermediate products - Petrochemical refineries managing volatile hydrocarbons and processing chemicals - Paint and coating manufacturers working with flammable solvents and pigment suspensions - Specialty chemical producers dealing with toxic intermediates and high-purity substances
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Janani Enterprises, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Manufacturer
Factory Details
Factory Size1000-5000 sqm
Industrial Magnetic Coupled Flow Systems For Hazardous Fluid Transfer
Industrial Hazardous Fluid Transfer Magnetic Coupled Flow Systems provide leak-proof transfer of hazardous fluids using sealless magnetic drive technology, ensuring safe and reliable operation for critical industrial applications.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Janani Enterprises
 Tamil Nadu, India
Tamil Nadu, India
Manufacturer
