undefined

Similar Products







Description
Our industrial vertical lifting equipment represents advanced engineering for vertical transport solutions across multiple industries. Designed specifically for handling jars, bott...
Our industrial vertical lifting equipment represents advanced engineering for vertical transport solutions across multiple industries. Designed specifically for handling jars, bottles, cans, cartons, boxes, and pallets, these systems deliver exceptional performance in demanding operational environments. Built for nonstop operation with high-speed conveying capabilities, they maintain consistent performance while requiring minimal maintenance. The equipment's robust construction ensures long service life and reliable operation, making it an ideal choice for facilities where continuous material handling is critical to production success and operational efficiency. This lifting equipment serves vital roles across numerous sectors including food processing, beverage manufacturing, pharmaceutical production, logistics operations, and packaging facilities. In beverage production environments, the systems efficiently handle delicate jars and bottles with precision movement. Packaging facilities rely on them for rapid transport of cans and cartons through high-speed production lines. Warehouses and distribution centers utilize the equipment for seamless movement of boxes and pallets between different levels. Pharmaceutical applications benefit from the equipment's clean design and compatibility with controlled environments, while manufacturing plants integrate them into complex assembly processes for optimal material flow and workflow continuity. The business value delivered by these lifting systems extends beyond basic material handling to significant operational improvements and cost savings. Enhanced efficiency translates to higher throughput and reduced labor requirements, while the minimal maintenance design lowers ongoing operational expenses. Built with durable components and engineered for reliability, these systems provide consistent performance even under continuous operation conditions. The equipment's adaptability to various container types and operational environments ensures optimal suitability for specific application needs. Safety features and weather-resistant configurations provide additional operational security, making the investment in this equipment a strategic decision that yields improved productivity, reduced downtime, and lower total cost of ownership over the equipment's lifespan. Key Features: - Engineered for vertical transport of jars, bottles, cans, cartons, boxes, and pallets - Designed for nonstop operation with high-speed conveying capabilities - Minimal maintenance requirements for reduced operational downtime - Robust construction ensuring long service life and reliability - Precision engineering for consistent performance in demanding environments Benefits: - Enhanced operational efficiency through high-speed material handling - Reduced labor costs with automated vertical transport solutions - Minimal maintenance requirements lowering total cost of ownership - Reliable performance ensuring consistent production and distribution flow - Durable construction providing long-term operational value and reliability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial vertical lifting equipment provides essential material handling solutions for facilities requiring continuous operation and high-speed performance. These robust systems efficiently transport various container types including jars, bottles, cans, cartons, boxes, and pallets with precision engineering and minimal downtime. The equipment maintains consistent performance in demanding environments while ensuring smooth vertical movement throughout production and distribution processes. These lifting systems serve multiple industries including food processing, beverage production, pharmaceutical manufacturing, logistics centers, and packaging facilities. They adapt to diverse operational requirements from lightweight container handling to heavy pallet transport. The equipment's reliable performance supports critical production timelines and distribution schedules, making it indispensable for operations where vertical material movement is fundamental to workflow efficiency and productivity goals. - Vertical transport of jars and bottles in beverage production and bottling lines - Handling cans and cartons in high-speed packaging and food processing facilities - Moving boxes and pallets in warehouse storage and logistics distribution centers - Continuous operation in pharmaceutical manufacturing and cleanroom environments - Material handling in manufacturing plants for assembly line integration
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Accuweigh Automation & Solutions Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
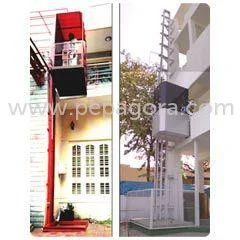
Industrial Vertical Lifting Equipment For Jars Bottles Cans Cartons Boxes Pallets
Industrial vertical lifting equipment for jars, bottles, cans, cartons, boxes, and pallets. Designed for nonstop operation, high-speed conveying, and minimal maintenance to meet demanding industrial needs with reliability and efficiency.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Accuweigh Automation & Solutions Pvt Ltd Maharashtra, India
Maharashtra, India
ConstructionManufacturer