undefined
Similar Products






Description
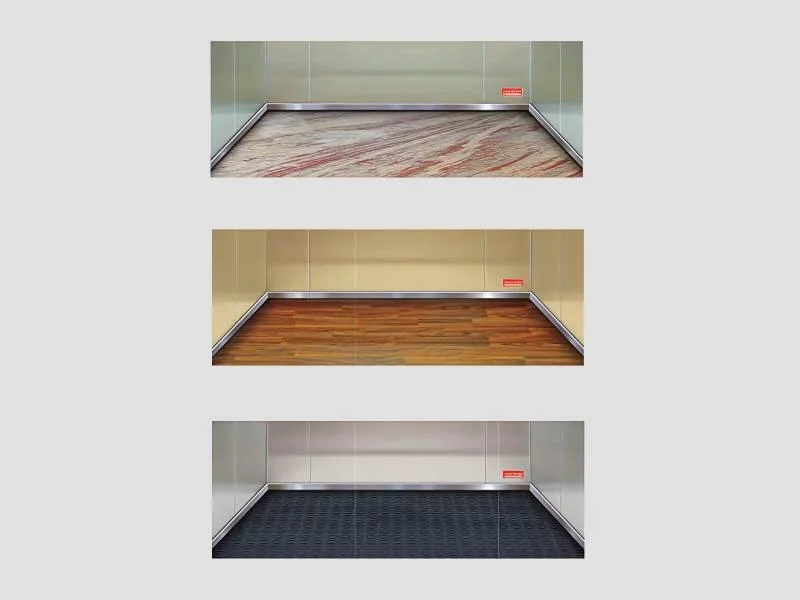
Engineered for modern elevator systems, this lift flooring represents a critical component that balances safety, durability, and aesthetic considerations. The multi-layer construct...
Engineered for modern elevator systems, this lift flooring represents a critical component that balances safety, durability, and aesthetic considerations. The multi-layer construction features a protective top layer with anti-slip textured finish that prevents accidents in confined spaces, while maintaining visual appeal. Designed to withstand the rigorous demands of daily operation, the flooring handles heavy loads from passengers, trolleys, and industrial carts without deformation. Its comprehensive resistance profile includes protection against moisture, chemicals, scratches, and impacts, ensuring reliable performance across diverse environmental conditions. The integrated noise-dampening layer contributes to quieter elevator operation, enhancing user comfort while meeting stringent safety standards. This specialized flooring serves essential functions across multiple industries where elevator performance directly impacts operational efficiency and user safety. In commercial office buildings and retail centers, it withstands constant passenger traffic while maintaining professional appearance. Healthcare facilities benefit from its anti-slip properties for patient safety and chemical resistance for rigorous sanitation protocols. Industrial and warehouse applications rely on its impact resistance for equipment transport, while hospitality venues appreciate the noise reduction and premium finishes that enhance guest experiences. The flooring's versatility extends to educational institutions, government buildings, and residential complexes where safety and durability are paramount considerations for long-term building management. The business value of this lift flooring lies in its reliability and suitability for demanding applications. Its durable construction reduces maintenance costs and replacement frequency, providing long-term cost savings while minimizing operational disruptions. The comprehensive safety features, including anti-slip surface and fire-retardant properties, help building owners meet regulatory requirements and reduce liability risks. The material's resistance to wear and environmental factors ensures consistent performance throughout its lifecycle, maintaining both functional and aesthetic qualities. This reliability makes it a prudent investment for serious buyers seeking quality materials that deliver consistent results without compromising on safety standards or operational efficiency. Key Features: - Anti-slip textured surface finish for enhanced safety in confined elevator spaces - Multi-layer construction with protective top layer for abrasion and scratch resistance - Water-resistant and humidity-tolerant material maintaining structural integrity - Integrated noise-dampening layer providing quieter elevator operation - Chemical resistance to cleaning agents and mild chemicals for easy maintenance Benefits: - Enhanced safety through slip prevention and reliable performance under heavy loads - Reduced maintenance costs due to durable construction and resistance to wear - Improved user experience with quieter operation and maintained aesthetic appeal - Long-term reliability across diverse environmental conditions and usage patterns - Versatile suitability for multiple industries with varying operational requirements
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Thickness RangeSurface FinishLoad CapacityImpact ResistanceScratch ResistanceMoisture ResistanceNoise ReductionChemical Resistance |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This robust lift flooring is engineered for demanding environments where safety and durability are non-negotiable. Its anti-slip textured surface prevents accidents in confined spaces, while the multi-layer construction handles constant passenger traffic, trolleys, and equipment movement without compromising structural integrity. The material's resistance to moisture, chemicals, and abrasion ensures long-term performance with minimal maintenance requirements. Beyond basic functionality, this flooring contributes significantly to user experience and building management. The integrated noise-dampening layer creates quieter elevator rides, enhancing comfort in residential and hospitality settings. Its scratch-resistant protective top layer maintains aesthetic appeal despite heavy use, and the water-resistant properties prevent damage from spills or humidity fluctuations. This combination of practical features makes it suitable for diverse operational requirements across multiple sectors. - Commercial office buildings requiring durable flooring for high-traffic passenger elevators and service lifts - Healthcare facilities needing anti-slip surfaces for patient safety and chemical-resistant materials for sanitation - Retail centers and shopping malls where aesthetic appearance must withstand constant customer traffic - Industrial warehouses and manufacturing plants requiring impact-resistant flooring for equipment transport - Hospitality venues including hotels and airports needing noise reduction and premium finishes for guest comfort
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Cooper Elevators India Pvt Limited , Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Construction•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Commercial Lift Flooring: Anti Slip Durable Multi Layer Safety Flooring
Durable lift flooring with anti-slip finish enhances elevator safety and performance. This multi-layer flooring withstands heavy loads, impacts, and daily traffic while providing noise reduction and chemical resistance for reliable operation.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Cooper Elevators India Pvt Limited 
 Tamil Nadu, India
Tamil Nadu, India
ConstructionManufacturer