undefined
Similar Products







Description
The Bhi-Ce-1282 Tower Hoist represents premium lifting equipment designed for businesses seeking reliable, safe, and high-performance material handling solutions. CE-certified and ...
The Bhi-Ce-1282 Tower Hoist represents premium lifting equipment designed for businesses seeking reliable, safe, and high-performance material handling solutions. CE-certified and constructed with superior quality materials, this tower hoist manages heavy loads with precision and consistency, making it a trusted choice for construction and industrial sectors. The equipment's design emphasizes user safety and operational efficiency, significantly reducing workplace risks while enhancing workflow in challenging environments. With strong focus on durability and regulatory compliance, this product meets international standards, providing confidence for equipment buyers who prioritize quality and long-term value in their industrial investments. This tower hoist finds extensive application across multiple industries including commercial construction, manufacturing operations, warehousing facilities, and civil engineering projects. In construction sectors, it proves essential for lifting building materials to significant heights in high-rise developments, improving both site efficiency and worker safety. Manufacturing plants utilize its capabilities for moving heavy machinery and production components, thereby streamlining manufacturing processes. Warehousing and logistics centers benefit from its capacity to handle bulk goods efficiently, optimizing storage operations and material flow. Major infrastructure projects such as bridge construction and tunnel development rely on its robust performance for transporting materials in demanding conditions, making it an indispensable solution for large-scale operations where dependable material handling is crucial for project success. The Bhi-Ce-1282 Tower Hoist delivers substantial business value through its proven reliability, significantly reducing operational downtime and maintenance expenses. Its CE certification ensures full compliance with safety regulations, minimizing workplace risks and enhancing overall safety standards. The hoist's durable construction guarantees extended service life, providing cost-effective solutions for heavy-duty applications across various industries. By investing in this equipment, businesses achieve higher productivity levels, smoother operational workflows, and improved project outcomes. The equipment's consistent performance and safety features make it an intelligent choice for serious buyers seeking dependable and efficient lifting solutions that deliver long-term operational benefits and return on investment. Key Features: - CE certification ensuring compliance with international safety and quality standards - Robust construction using high-quality materials for durability and long-term performance - Heavy-duty load handling capabilities designed for demanding industrial applications - User-friendly operational design incorporating multiple safety features - Consistent performance under high-stress conditions with minimal maintenance requirements Benefits: - Enhanced workplace safety through compliance with international safety standards - Reduced operational downtime due to reliable performance and durable construction - Improved productivity through efficient material handling and streamlined operations - Long-term cost savings from minimal maintenance requirements and extended equipment lifespan - Versatile application across multiple industries and challenging work environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Bhi-Ce-1282 Tower Hoist delivers exceptional vertical material handling capabilities for demanding construction and industrial environments. Its heavy-duty design ensures safe, efficient lifting of substantial loads while maintaining consistent performance under high-stress conditions. This reliability translates to reduced operational downtime and enhanced productivity across various work sites and industrial settings. This versatile hoist serves multiple sectors including commercial construction, manufacturing facilities, warehousing operations, and large-scale civil engineering projects. The equipment supports streamlined material transport processes while maintaining strict compliance with international safety standards. Businesses benefit from its operational reliability and ability to handle challenging lifting requirements across different industrial applications. - Transporting construction materials like steel beams and concrete blocks to upper levels in high-rise building projects - Moving heavy machinery components and equipment within manufacturing plants for assembly and installation processes - Handling bulk goods and supplies in warehouse operations to optimize storage management and retrieval systems - Supporting infrastructure development including bridge construction and large-scale civil engineering works - Facilitating maintenance operations in industrial plants by hoisting tools, parts, and equipment for repair activities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bellstone Hi-Tech International, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & Machinery•Trading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
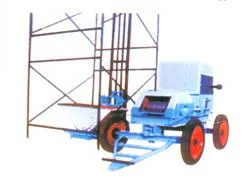
Construction Industrial Bhi Ce 1282 Tower Hoist CE Certified Heavy Duty
Bhi-Ce-1282 Tower Hoist is a CE-certified heavy-duty lifting solution for construction and industrial use, featuring robust performance and safety compliance for reliable material handling operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bellstone Hi-Tech International Uttar Pradesh, India
Uttar Pradesh, India
Industrial Equipment & MachineryTrading Company


