undefined
Similar Products







Description
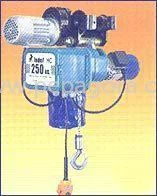
Engineered for superior performance in the most demanding industrial settings, this lever hoist combines robust functionality with essential safety features. Its core construction ...
Engineered for superior performance in the most demanding industrial settings, this lever hoist combines robust functionality with essential safety features. Its core construction utilizes high-grade steel for exceptional durability and sturdiness, built to withstand rigorous daily use. The integrated asbestos-free brake system provides reliable, consistent stopping power, ensuring safe operation and compliance with modern safety standards. The Grade 100 high-tensile load chain offers superior strength-to-weight ratio, delivering enhanced flexibility and longevity for diverse lifting and pulling scenarios. With a focus on operator ease, the design requires low operating effort, significantly reducing fatigue during prolonged tasks and contributing to a more efficient workflow. This versatile tool finds critical application across a spectrum of heavy industries. In construction and civil engineering, it is indispensable for lifting structural elements, positioning machinery, and handling materials on-site. Manufacturing and assembly plants rely on it for equipment installation, production line adjustments, and maintenance operations. The warehousing and logistics sector utilizes it for moving heavy pallets, machinery, and containers. Furthermore, it proves vital in mining, oil and gas, shipbuilding, and agricultural operations for maintenance, repair, and material handling tasks in often challenging and confined environments, providing a reliable mechanical solution where other equipment may not be suitable. The inherent business value of this lever hoist lies in its proven reliability, operational efficiency, and long-term cost-effectiveness. By minimizing manual labor and operator strain, it directly enhances workforce productivity and reduces the risk of injury-related downtime. The robust construction and premium components, like the Grade 100 chain, ensure extended service life with minimal maintenance, lowering total cost of ownership. Its safety-centric design, including the asbestos-free brake, helps businesses meet stringent industry regulations and protect their most valuable asset—their personnel. This combination of durability, safety, and efficiency makes it a trusted, strategic investment for businesses aiming to optimize their material handling capabilities. Key Features: - Robust, high-grade steel construction for maximum durability and impact resistance. - Asbestos-free brake system for reliable, safe load control and modern regulatory compliance. - Grade 100 high-tensile load chain offering superior strength, flexibility, and extended service life. - Engineered for low operating effort to minimize operator fatigue and improve handling efficiency. - Compact and portable design suitable for use in confined spaces and various job site conditions. Benefits: - Enhances on-site safety with a reliable, asbestos-free braking mechanism and high-strength load chain. - Increases operational productivity by reducing manual effort and enabling faster, more controlled load handling. - Delivers long-term reliability and reduced maintenance costs through rugged steel construction and quality components. - Provides versatile application across multiple industries for lifting, pulling, and positioning tasks. - Offers a practical and efficient solution for material handling in tight or challenging work environments.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
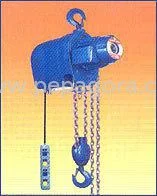
This industrial lever hoist is designed for precise vertical and horizontal lifting, pulling, and positioning of heavy loads across diverse sectors. Its compact, robust design and Grade 100 chain make it ideal for confined spaces and rigorous applications where safety and reliability are non-negotiable. The low operating effort reduces strain, enabling efficient material handling in challenging conditions. Widely trusted in construction, manufacturing, warehousing, and heavy industry maintenance, this hoist streamlines operations that require controlled load movement. It serves as a critical tool for tasks demanding strength and precision, helping teams work more productively while minimizing physical labor and enhancing on-site safety protocols. Real-world applications: - Lifting and positioning machinery during installation, maintenance, or repair in manufacturing plants and factories. - Hoisting structural steel beams, trusses, and prefabricated components on construction sites and infrastructure projects. - Pulling, tensioning, and aligning heavy cables, pipes, or conduits in utility, energy, and telecommunications installations. - Moving and positioning heavy inventory, raw materials, or equipment in warehouses, logistics hubs, and storage facilities. - Supporting maintenance, repair, and recovery operations in mining, shipbuilding, offshore platforms, and agricultural settings.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Balbir Singh & Sons, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
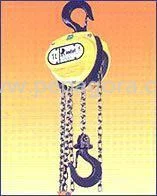
Industrial Lever Hoist with Asbestos Free Brake and Grade 100 Load Chain
Industrial lever hoist with asbestos-free brake safety and Grade 100 load chain for durable, flexible lifting in demanding industrial environments. Features robust steel construction and low operating effort.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Balbir Singh & Sons New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer