₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our Industrial Fractional Distillation Assembly with Glass Lined Reactor represents advanced separation technology for industrial-scale operations. Designed where standard reactors...
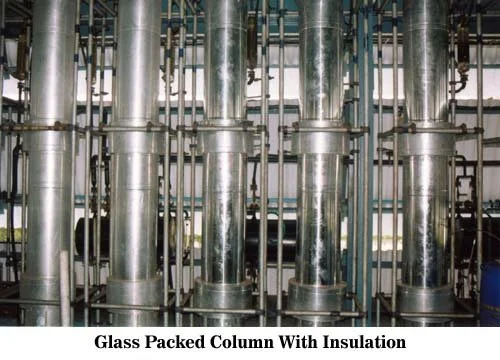
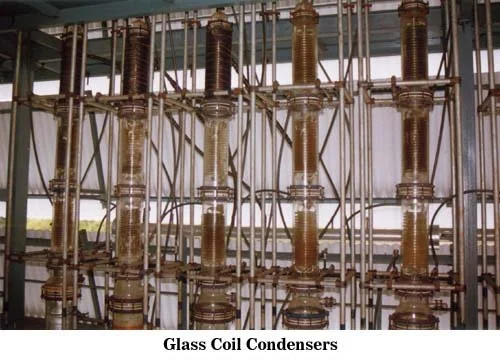
Our Industrial Fractional Distillation Assembly with Glass Lined Reactor represents advanced separation technology for industrial-scale operations. Designed where standard reactors fall short, this system excels in handling large volumes using high-pressure steam as an efficient heating medium. The assembly integrates a fractional column, condenser, and receiver atop a robust glass-lined reactor. This configuration ensures precise temperature control and exceptional purity, delivering consistent, high-quality output with each cycle. The construction prioritizes durability and operational safety, making it a reliable choice for continuous industrial use in demanding environments. This distillation unit serves multiple industries requiring large-scale, high-purity separation processes. Pharmaceutical manufacturers use it for purifying active ingredients and intermediates without metallic contamination risks. Chemical producers rely on it for high-purity solvents and specialty chemicals. The essential oils industry utilizes these systems for extracting and refining volatile aromatic compounds. It also serves critical roles in environmental engineering for solvent recovery and in research institutions for pilot-scale production. Its versatility makes it suitable for any application where scale, pressure, and purity are paramount considerations. The value of this fractional distillation assembly lies in its reliability, operational efficiency, and long-term performance. By enabling large-scale operations with high-pressure steam, it reduces processing time and energy consumption compared to traditional methods. The glass-lined construction ensures superior corrosion resistance, minimizing maintenance costs and unexpected downtime. The robust design supports continuous operation, enhancing workflow consistency and productivity. These factors contribute to lower total cost of ownership, higher throughput, and improved final product quality, delivering strong return on investment for operations focused on sustainable, efficient production. Key Features: - Glass-lined reactor construction providing superior chemical resistance and product purity. - Engineered for large-scale industrial operations with high-pressure steam compatibility. - Integrated fractional distillation assembly including column, condenser, and receiver. - Robust design ensuring durability and long-term operational reliability in demanding conditions. - Precise temperature control system for consistent separation process outcomes. Benefits: - Maintains product purity and prevents contamination with glass-lined interior surfaces. - Handles high-volume production efficiently, increasing overall operational throughput. - Reduces energy consumption through efficient high-pressure steam utilization. - Minimizes maintenance requirements and downtime with corrosion-resistant construction. - Delivers consistent, high-quality separation results for sensitive industrial applications.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial fractional distillation assembly is engineered for demanding separation processes where scale and pressure exceed standard reactor capabilities. It handles high-volume operations with superior thermal and chemical resistance, making it indispensable for large-batch production requiring reliable, consistent performance day after day. The system is particularly suited for applications using high-pressure steam as a heating medium. The glass-lined construction ensures product purity and prevents contamination, which is critical for sensitive industries. Its robust design provides flexibility for various distillation types including fractional, simple, and reaction processes. Real-world applications: - Large-scale purification of essential oils and aromatic compounds in fragrance manufacturing. - Separation of high-value chemical intermediates in specialty chemical production. - Solvent recovery and recycling in industrial waste management operations. - Production of high-purity pharmaceutical ingredients under contaminant-free conditions. - Distillation of temperature-sensitive compounds in research and pilot-scale laboratories.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Fractional Distillation Assembly Glass Lined Reactor High Pressure
Industrial Fractional Distillation Assembly with Glass Lined Reactor for high-pressure steam operations in chemical, pharmaceutical, and essential oil industries requiring precise large-scale separation.
Min. Order Quantity: 1 Unit
Price₹9164.5-₹91645.05
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer