undefined

Similar Products





Description
Commercial Juice and Beverage Processing Plants represent industrial-grade solutions for manufacturers requiring efficient, reliable production capabilities. Engineered with precis...
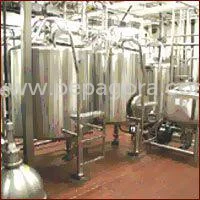
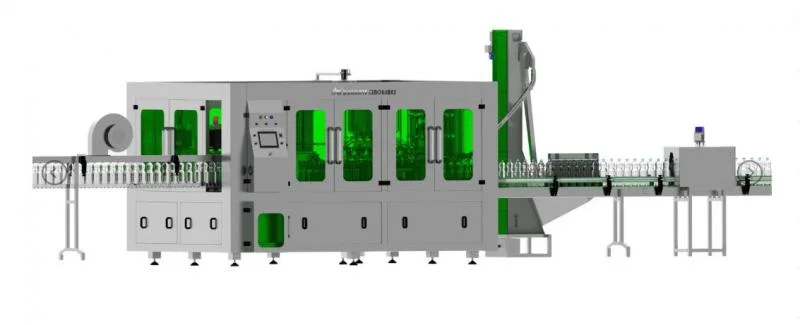
Commercial Juice and Beverage Processing Plants represent industrial-grade solutions for manufacturers requiring efficient, reliable production capabilities. Engineered with precision components and robust construction, these plants streamline the entire beverage manufacturing process from raw material handling to final product filling. The systems incorporate advanced technology for temperature control, mixing accuracy, and sanitation protocols, ensuring every batch meets consistent quality standards. Designed for continuous operation in demanding environments, they provide the backbone for profitable beverage production with minimal downtime and maximum output efficiency. These processing plants serve numerous sectors within beverage manufacturing, including dedicated juice producers, soft drink companies, dairy processors expanding into value-added drinks, and manufacturers of functional beverages. They are particularly valuable for facilities supplying supermarkets, convenience stores, food service distributors, and export markets where consistent quality and volume are critical. The equipment supports compliance with food safety regulations across different regions, making it suitable for both domestic producers and export-oriented operations seeking to meet international standards. The business value of these processing plants lies in their operational reliability, production efficiency, and quality consistency. By automating critical processes and reducing manual intervention, they lower labor costs while increasing output volumes. The durable construction with food-grade materials minimizes maintenance requirements and extends equipment lifespan, providing long-term return on investment. These systems help manufacturers achieve competitive advantages through consistent product quality, faster production cycles, and the ability to quickly adapt to changing market preferences while maintaining cost-effective operations. Key Features: - High-quality stainless steel construction ensuring durability and compliance with food safety standards - Precision temperature control systems for accurate pasteurization and product consistency - Automated processing sequences reducing manual labor and increasing production efficiency - Flexible configuration supporting various beverage types from clear juices to pulpy nectars - Comprehensive sanitation design enabling thorough cleaning and minimizing contamination risks Benefits: - Consistent product quality batch after batch through precise process control and automation - Increased production capacity enabling business growth and market expansion opportunities - Reduced operational costs through energy-efficient design and minimized waste during processing - Enhanced food safety compliance with materials and construction meeting industry regulations - Reliable performance in continuous operation with minimal downtime for maintenance and cleaning
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
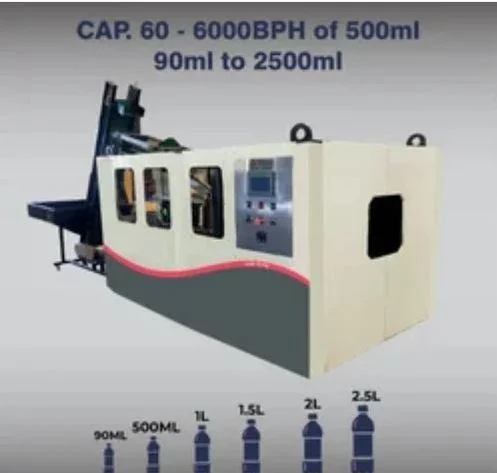
These commercial juice and beverage processing plants are engineered for high-volume production across diverse beverage categories. They efficiently handle tasks from fruit washing and extraction to pasteurization, mixing, and filling. The systems are designed for continuous operation, supporting various product types including clear juices, pulpy nectars, and formulated drinks with consistent results every batch. Manufacturers utilize these plants to scale production while maintaining strict quality standards. The equipment is suitable for facilities producing for retail chains, hospitality suppliers, and bulk ingredient markets. Its robust construction handles different fruits, sweeteners, and additives, making it ideal for businesses expanding their product lines or increasing output capacity to meet growing market demand. - High-volume extraction and pasteurization of orange, apple, and tropical fruit juices for bottling and carton packaging - Production line for carbonated beverages including colas, lemon-lime sodas, and sparkling flavored waters - Manufacturing of dairy-based drinks like chocolate milk, buttermilk, and probiotic beverages in dairy processing facilities - Creation of juice concentrates and purees used as bases for syrups, smoothies, and food service industry ingredients - Processing of health-oriented beverages including vitamin-fortified drinks, herbal infusions, and sports nutrition products
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Master Food Tech, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Commercial Juice And Beverage Processing Plants For Efficient Production
Commercial Juice and Beverage Processing Plants deliver efficient production for beverage manufacturers. These reliable systems feature high-quality components for consistent output in fruit juice, soft drink, and dairy beverage manufacturing operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Master Food Tech Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer