undefined

Similar Products




Description
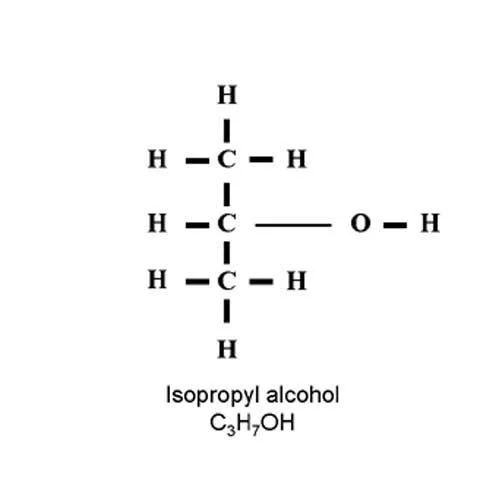
Premium Isopropyl Alcohol 99.9% pure represents the highest grade available for industrial applications, delivering exceptional cleaning and disinfecting properties. This chemical ...
Premium Isopropyl Alcohol 99.9% pure represents the highest grade available for industrial applications, delivering exceptional cleaning and disinfecting properties. This chemical compound evaporates quickly without leaving residue, making it the preferred choice for processes where absolute cleanliness is non-negotiable. Our bulk supply ensures consistent quality and reliable availability for your operational needs. We offer flexible packaging solutions including drums, intermediate bulk containers, and tanker loads to accommodate various volume requirements and streamline your logistics. The product maintains its integrity throughout storage and handling, providing dependable performance for your most demanding applications. This versatile alcohol serves critical functions across numerous industries. Pharmaceutical manufacturers utilize it for equipment sterilization and as a solvent in drug formulation processes. The electronics industry relies on its precision cleaning capabilities for circuit boards and sensitive components without causing damage. Healthcare facilities employ it as a powerful disinfectant for surfaces and medical instruments. Additional sectors including printing, manufacturing, and laboratory operations depend on it for maintenance and cleaning tasks. Its effectiveness across diverse applications makes it an indispensable resource in environments requiring high standards of hygiene and precision. Our company has built a reputation for reliability and quality since 1971, establishing trust through consistent product performance and service excellence. We understand that operational continuity depends on reliable chemical supply, which is why we prioritize on-time delivery and supply chain transparency. Our commitment extends beyond mere transaction to building lasting partnerships, offering technical support and responsive service to help integrate IPA seamlessly into your processes. Choose a supplier with proven experience and dedication to meeting industrial requirements with uncompromising quality standards. Key Features: - 99.9% high purity grade suitable for industrial and professional applications - Rapid evaporation rate ensures surfaces dry quickly without residue - Multiple bulk packaging options including drums, IBCs, and tanker loads - Trusted supplier with over 50 years of industry experience and expertise - Consistent quality maintained through rigorous quality control processes Benefits: - Superior cleaning performance for critical manufacturing processes - Effective disinfection capabilities for hygiene-sensitive environments - Versatile application across multiple industries and use cases - Reliable supply chain with flexible delivery options - Technical support available from experienced chemical specialists
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Isopropyl Alcohol 99.9% pure serves as an essential industrial solvent and cleaning agent across multiple sectors. Its rapid evaporation and high purity make it ideal for critical cleaning, disinfecting, and manufacturing processes where residue-free results are mandatory. This premium-grade chemical meets stringent quality standards for professional applications requiring consistent performance and reliability in demanding environments. Our bulk IPA supply is tailored to meet your production requirements with flexible packaging options from secure drums to full tanker loads. We ensure consistent quality and dependable logistics for manufacturers, laboratories, and sanitation providers. With decades of industry experience, we deliver the purity and volume you need without compromise, supporting your operational efficiency and quality control standards. - Electronics manufacturing: Precisely cleans circuit boards and components without leaving residues - Pharmaceutical production: Serves as key solvent and disinfectant in sterile manufacturing environments - Medical facilities: Used as potent surface disinfectant and hand sanitizer ingredient - Printing industry: Effectively cleans printer heads and machinery parts for maintenance - Laboratory applications: Acts as common solvent and cleaning agent for glassware and equipment
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. S. Joshi & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Bulk Isopropyl Alcohol 99.9% Pure for Industrial Use
Premium Isopropyl Alcohol 99.9% pure bulk supply for industrial applications. Trusted manufacturer since 1971 offers reliable delivery in drums, IBCs, and tankers for pharmaceuticals, electronics, and disinfectant production.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. S. Joshi & Company Maharashtra, India
Maharashtra, India
Distributor / Wholesaler