undefined

Similar Products





Description
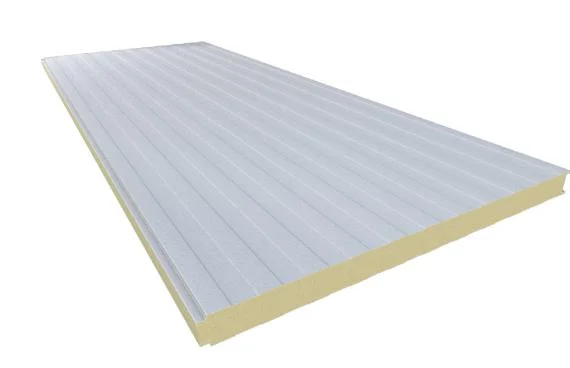
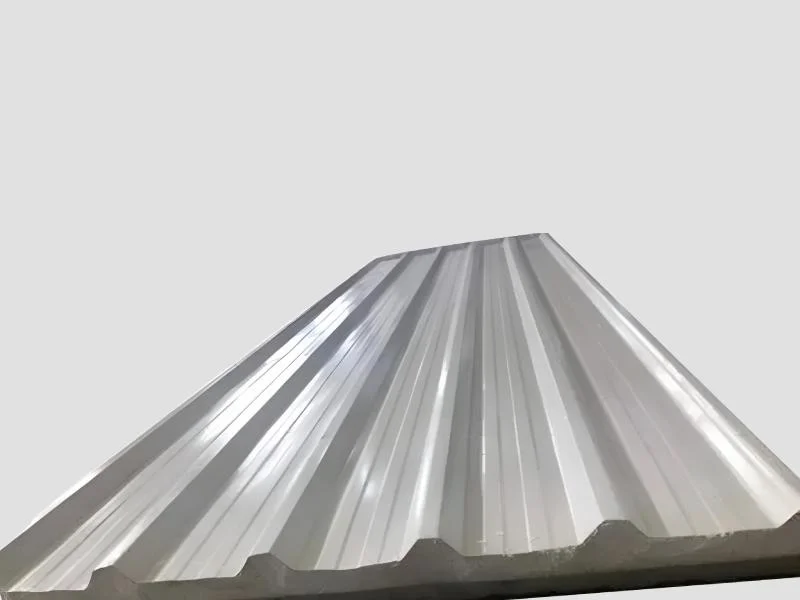
We supply premium high-density insulation panels specifically engineered for superior performance in cold storage and temperature-sensitive environments. Our products are manufactu...
We supply premium high-density insulation panels specifically engineered for superior performance in cold storage and temperature-sensitive environments. Our products are manufactured to exacting standards, providing exceptional thermal barriers that significantly reduce energy consumption and operational costs. The high-density core ensures structural integrity and long-term reliability, even under constant industrial use. These materials are designed for straightforward installation and are available in various specifications to meet the unique demands of different projects, from commercial coolers to massive industrial warehouses. We focus on delivering consistent quality and performance that operations can depend on for their most critical storage requirements. These insulation panels are essential across numerous industries where precise temperature control determines operational success. The food and beverage sector relies on them for large-scale cold storage warehouses, processing plants, and distribution centers to maintain product freshness and comply with safety regulations. The pharmaceutical and healthcare industries utilize them for storing vaccines, medicines, and biological samples requiring strict climate control. Logistics and transportation companies integrate them into refrigerated trucks and shipping containers to protect perishable goods during transit. Additionally, they are widely used in hospitality for commercial kitchens and walk-in coolers, and in agriculture for preserving produce quality from farm to market. Investing in our high-density insulation delivers significant value through enhanced energy efficiency, which directly translates to lower utility expenses and reduced environmental impact. The reliability of our materials ensures consistent temperature maintenance, protecting valuable inventory and minimizing spoilage-related losses. Our products differentiate through exceptional quality, outperforming standard alternatives in durability and thermal resistance. This reliability builds trust with serious procurement professionals who require long-term solutions for their operational infrastructure. The structural strength and moisture resistance contribute to reduced maintenance costs and extended service life, providing comprehensive value beyond initial installation. Key Features: - High-density core material providing superior thermal resistance and structural strength - Excellent moisture resistance properties to prevent degradation and maintain performance - Standard dimensions and thicknesses designed to meet common project specifications - Engineered for straightforward installation, reducing labor time and implementation costs - Compliant with industry standards for safety and performance in temperature-controlled environments Benefits: - Significant energy cost reduction through superior thermal efficiency and minimal heat transfer - Enhanced product protection maintaining consistent temperatures for sensitive goods - Long-term durability reducing replacement frequency and maintenance expenses - Reliable performance under demanding conditions ensuring operational continuity - Industry compliance meeting required standards for safety and environmental regulations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our high-density insulation panels are engineered for demanding temperature-controlled environments requiring exceptional thermal performance. They provide superior thermal resistance, minimizing energy loss and maintaining precise internal conditions consistently. These robust panels feature excellent moisture resistance and structural integrity designed for heavy industrial use, ensuring long-term reliability for your critical temperature-sensitive operations. These insulation solutions serve diverse commercial and industrial applications where temperature stability is crucial. Their construction withstands rigorous daily operations while providing consistent thermal barriers. This reliability makes them suitable for new construction projects and facility upgrades, delivering effective climate control for various operational requirements across multiple sectors. - Cold storage warehouses and large-scale food storage facilities requiring precise temperature management - Refrigerated trucks and shipping containers for secure perishable goods transport - Pharmaceutical storage units and laboratories where strict climate control is mandatory - Processing plants for meat, dairy, and other temperature-sensitive food products - Commercial walk-in freezers and coolers in restaurants, supermarkets, and hotels
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Accufit & Concede Industries, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
High Density Insulation Panels For Cold Storage And Warehouses
High Density Insulation Panels from trusted manufacturers deliver superior thermal performance for cold storage, warehouses, and temperature-controlled logistics. Engineered for durability and energy efficiency in demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Accufit & Concede Industries New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer