undefined
Apparel & Fashion
Loading subcategories...
View More
Description
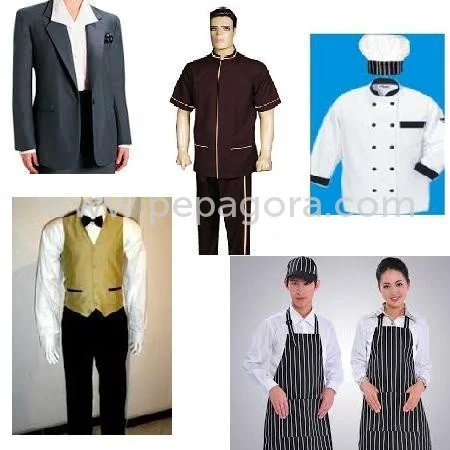
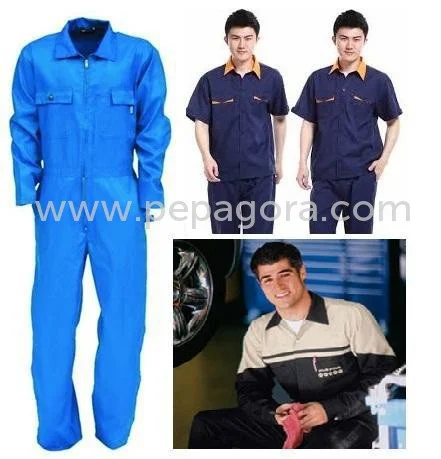
We provide comprehensive industrial uniform solutions designed to meet the rigorous demands of modern workplaces. Our product range includes specialized protective garments such as...
We provide comprehensive industrial uniform solutions designed to meet the rigorous demands of modern workplaces. Our product range includes specialized protective garments such as flame-resistant coveralls, jackets, pants, and lab coats manufactured using quality-assured fabrics. Each uniform undergoes strict quality assessment protocols before delivery to ensure reliability and performance. We offer both insulated and non-insulated options to accommodate various climate conditions and work environments, ensuring that every customer's specific protection requirements are met with precision and consistency. Our industrial uniforms serve a diverse spectrum of industries that prioritize worker safety and professional standards. The manufacturing sector utilizes our durable coveralls and work pants for factory operations, while research laboratories depend on our lab coats for controlled environments. Construction firms choose our high-visibility workwear for site safety, and the energy industry specifically benefits from our flame-resistant uniforms for hazardous working conditions. Pharmaceutical companies and food processing plants use our protective clothing to maintain hygiene and safety standards, making our range universally applicable across industrial sectors. Businesses choose our industrial uniforms for their exceptional reliability, consistent quality, and direct impact on operational safety and efficiency. Our commitment to using premium materials ensures longer garment lifespan, reducing replacement costs and operational downtime. The strict quality control measures implemented at every production stage guarantee that each uniform meets industry standards and safety regulations. This reliability translates into reduced workplace incidents, improved employee confidence, and enhanced professional representation for organizations operating in demanding environments. Key Features: - Premium quality fabrics tested for durability, comfort, and flame resistance - Comprehensive range including coveralls, jackets, pants, and specialized lab coats - Available in both insulated and non-insulated options for various work environments - Flame-resistant and anti-static properties for hazardous work conditions - Strict quality assessment protocols at every production stage for consistency Benefits: - Enhanced worker protection in hazardous and demanding industrial environments - Reduced replacement costs through durable construction and quality materials - Compliance with industry safety standards and regulatory requirements - Improved operational efficiency with comfortable, purpose-designed workwear - Professional appearance that reinforces organizational standards and credibility
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial uniforms deliver critical protection across demanding work environments where safety and durability are essential. These garments are engineered to withstand rigorous daily use while maintaining comfort and compliance with industry safety standards. From manufacturing floors to laboratory settings, our workwear provides reliable protection that enhances operational efficiency and worker confidence in challenging conditions. Multiple industries depend on our protective workwear for their daily operations, including manufacturing, pharmaceuticals, construction, and energy sectors. Each garment is designed with specific workplace hazards in mind, featuring flame resistance, anti-static properties, and durable construction. This versatility makes our range suitable for both indoor industrial applications and outdoor work environments where protection and professionalism matter most. - Manufacturing plant workers requiring flame-resistant coveralls for machinery operation and material handling - Laboratory technicians needing protective lab coats for chemical processing and sterile environments - Construction crews utilizing durable work pants and jackets for outdoor safety and visibility - Energy sector operators depending on flame-resistant uniforms for oil and gas field operations - Warehouse and logistics staff using comfortable, durable workwear for material handling tasks
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Banthia Group, Maharashtra
 Maharashtra, India
Maharashtra, India
Apparel & Fashion•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Workwear Uniforms: Flame Resistant Coveralls & Lab Coats
Industrial workwear uniforms including flame-resistant coveralls and lab coats provide superior protection for manufacturing, laboratory, and hazardous work environments. Quality fabrics ensure durability and safety compliance for professional work settings.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Banthia Group Maharashtra, India
Maharashtra, India
Apparel & FashionManufacturer