undefined
Similar Products








Description
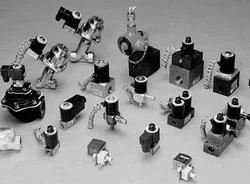
Fluidtecq industrial solenoid valves represent precision-engineered flow control solutions designed for demanding industrial applications. These valves feature multiple operational...
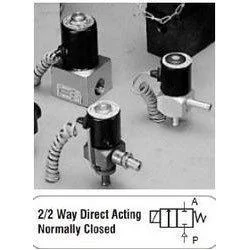
Fluidtecq industrial solenoid valves represent precision-engineered flow control solutions designed for demanding industrial applications. These valves feature multiple operational configurations including normally open and normally closed 2/2 way designs, with options for direct acting, internally pilot operated, poppet type, and diaphragm type mechanisms. Built with compact, robust construction, they deliver exceptional versatility across various media types including liquids, gases, and steam. The valves guarantee 100% bubble-tight sealing performance, ensuring zero leakage in critical processes. Their durable design incorporates features that provide long service life while maintaining economic operation, making them ideal for continuous industrial use where reliability cannot be compromised. These solenoid valves serve essential functions across numerous industries including water treatment plants, chemical processing facilities, pharmaceutical manufacturing, food production, and industrial automation systems. In water treatment applications, they control chemical dosing and filtration processes with precision. Chemical plants utilize their corrosion-resistant designs for handling aggressive media. Pharmaceutical applications benefit from their hygienic designs that prevent contamination. Food processing lines rely on their sanitary configurations for ingredient transfer. Manufacturing automation systems incorporate these valves for machinery fluid control, while HVAC systems use them for refrigerant and water flow regulation in commercial buildings. The business value of Fluidtecq solenoid valves lies in their unmatched reliability and operational efficiency, reducing downtime and maintenance costs significantly. Their robust construction ensures consistent performance even in demanding environments, protecting your processes from unexpected failures. The economic operation translates to lower total cost of ownership through extended service life and reduced energy consumption. The bubble-tight sealing technology prevents product loss and environmental contamination. These valves meet international quality standards, providing peace of mind for serious buyers who prioritize equipment reliability and process safety in their operations. Key Features: - Multiple operational configurations including normally open and normally closed 2/2 way designs - Various actuation types: direct acting, internally pilot operated, poppet type, and diaphragm type - Compact and robust construction designed for long service life in industrial environments - 100% bubble-tight sealing performance ensuring zero leakage in critical applications - Versatile compatibility with liquids, gases, and steam across different pressure ranges Benefits: - Reduced operational downtime through reliable performance in demanding conditions - Lower maintenance costs with durable construction and long service life - Energy-efficient operation contributing to reduced total cost of ownership - Process safety assurance with bubble-tight sealing preventing leaks and contamination - Versatile application across multiple industries and media types for flexible implementation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Fluidtecq solenoid valves deliver precise fluid control in automated industrial systems handling liquids, gases, and steam. These components maintain consistent reliability in manufacturing plants, processing facilities, and machinery requiring dependable on/off or directional flow control. Their robust construction ensures optimal performance in challenging environments where operational failure is unacceptable. These valves serve critical functions across water treatment, chemical processing, pharmaceutical production, and food manufacturing industries. With multiple actuation types including direct acting and pilot operated designs, they provide solutions for varying pressure conditions and media requirements. The bubble-tight sealing capability prevents leakage, ensuring process integrity and operational safety in continuous production environments. - Automated water treatment systems for precise chemical dosing and filtration control - Industrial cleaning equipment managing water and detergent flow in manufacturing operations - Medical device manufacturing requiring sterile fluid handling with zero contamination risk - Food processing lines for hygienic liquid transfer and ingredient metering - HVAC systems regulating refrigerant and water flow in commercial building automation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Fluidtecq Pneumatics (P) Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Solenoid Valves 2/2 Way Flow Control Normally Open/Closed
Fluidtecq industrial solenoid valves provide reliable 2/2 way flow control with normally open/closed options for precise fluid management in demanding industrial applications, featuring multiple actuation types and bubble-tight sealing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Fluidtecq Pneumatics (P) Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer