₹
Apparel & Fashion
Loading subcategories...
View More
Description
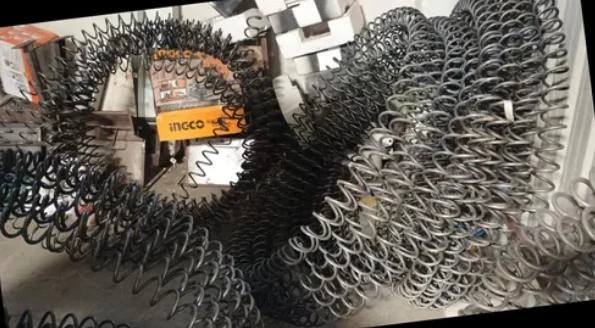
The industrial flexible screw conveyor represents a sophisticated mechanical conveying solution designed for reliable bulk material transport. It features a flexible helical screw ...
The industrial flexible screw conveyor represents a sophisticated mechanical conveying solution designed for reliable bulk material transport. It features a flexible helical screw that rotates within a durable tube, powered by an efficient motor unit. This configuration gently moves powders, granules, pellets, and other solid materials through the system while maintaining consistent flow rates. The completely enclosed design ensures no dust escape or external contamination, making it particularly suitable for industries where hygiene and safety standards are paramount. The inherent flexibility allows the conveyor to navigate around structural obstacles and fit into confined spaces, offering practical solutions for complex facility layouts. With proven reliability and minimal maintenance requirements, this system delivers consistent performance in demanding industrial environments. This versatile conveyor system finds extensive application across multiple industrial sectors due to its efficiency and adaptability. In food processing facilities, it safely handles ingredients such as flour, sugar, spices, and other food products without compromising purity standards. Pharmaceutical manufacturers depend on it for moving powders and granules in controlled environments where contamination prevention is critical. The plastics industry utilizes these conveyors for transporting pellets and recycled materials efficiently. Construction and chemical sectors benefit from its capability to move aggregates, cement, and various powders safely. Agricultural operations employ these systems for conveying grains and animal feed. This widespread applicability makes it a preferred choice for operations seeking efficient, space-saving conveying solutions that maintain product quality. The business value delivered by this flexible screw conveyor system encompasses reliability, cost-effectiveness, and operational efficiency. It requires lower initial investment and reduced maintenance costs compared to pneumatic conveying systems, resulting in faster return on investment. The enclosed design significantly minimizes product loss and prevents contamination, thereby enhancing overall productivity and product quality. The system's durability and straightforward maintenance translate to reduced downtime and extended service life. Operations gain competitive advantage through improved material handling safety, enhanced efficiency, and maintained hygiene standards. These factors collectively support seamless production processes and contribute to overall operational excellence in material handling operations. Key Features: - Flexible tubing that routes around obstacles and fits tight spaces - Enclosed system preventing dust, contamination, and product loss - Gentle handling mechanism protecting fragile materials from damage - Compact design requiring minimal floor space for installation - Easy disassembly for quick cleaning and maintenance Benefits: - Reduced contamination risk through enclosed dust-free operation - Lower operational costs with minimal maintenance requirements - Enhanced productivity with continuous material flow capability - Space optimization through flexible routing around obstacles - Improved product quality with gentle material handling
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The industrial flexible screw conveyor efficiently moves bulk materials through production stages while maintaining product integrity. Its fully enclosed design prevents dust escape and contamination, making it perfect for sensitive processing environments. This system handles various materials including powders, granules, and pellets with minimal degradation, ensuring consistent quality output across different operational requirements and industry standards. This conveyor system excels in challenging spaces where traditional conveying equipment cannot fit. The flexible tubing navigates around obstacles and through tight layouts with ease. Installation is straightforward, and maintenance requirements are minimal, reducing operational downtime and associated costs. Industries benefit from its ability to operate in vertical, horizontal, or angled configurations, providing reliable material flow in complex facility layouts. - Transferring flour, sugar, and spices in food processing facilities without contamination risk - Moving pharmaceutical powders and granules in controlled cleanroom environments - Handling plastic pellets and recycled materials in manufacturing and recycling operations - Conveying cement, sand, and construction aggregates in material production plants - Transporting animal feed and agricultural grains in farming and storage facilities
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Meet Machines, Madhya Pradesh Madhya Pradesh, India
Madhya Pradesh, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Flexible Screw Conveyor For Dust Free Powder Granule Transfer
Industrial flexible screw conveyor for dust-free powder and granule transfer. Ideal for food, pharma, and chemical industries. Reliable and cost-effective material handling solution.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Meet Machines
 Madhya Pradesh, India
Madhya Pradesh, India
Food & AgricultureManufacturer