undefined

Similar Products





Description
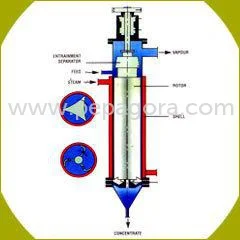
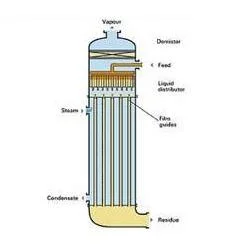
Our industrial evaporators are engineered for high-performance liquid concentration and solvent recovery across demanding processing applications. These advanced systems utilize th...
Our industrial evaporators are engineered for high-performance liquid concentration and solvent recovery across demanding processing applications. These advanced systems utilize thermal technology to efficiently evaporate water or other solvents from solutions, producing concentrated products or purified recoverables. Available in Semi-Kestner (350-5000m²) and H.S Robert (350-4000m²) types, they offer flexibility for various processing scales and requirements. Built with durability as a priority, they feature robust construction materials that resist corrosion and wear, ensuring reliable long-term operation even when handling aggressive chemical solutions. Each unit is designed for optimal performance and operational efficiency. These evaporators serve critical functions across multiple industries where concentration, purification, or volume reduction is essential for operational success. In sugar manufacturing, they concentrate cane juice into thick syrup for crystallization processes. Automotive facilities utilize them for recycling coolants and treating wastewater streams. Chemical processing plants benefit from solvent recovery capabilities and acid concentration applications. Food processing operations include concentrating milk, fruit juices, and various sweeteners. Environmental applications involve reducing waste volume in effluent treatment plants, helping industries comply with disposal regulations while recovering valuable materials for reuse or resale. The business value of our industrial evaporators lies in their proven reliability, operational efficiency, and significant cost-saving potential. They reduce energy consumption through optimized heat transfer designs, substantially lowering operational expenses over time. Their robust construction minimizes downtime and maintenance requirements, ensuring continuous production and consistent output quality. By recovering valuable solvents and reducing waste volume, they create additional revenue streams while decreasing disposal costs. The engineering focus on performance means each unit delivers maximum effectiveness for specific process requirements. These evaporators represent a strategic long-term investment in process optimization and environmental compliance, backed by quality engineering and dependable performance. Key Features: - Available in Semi-Kestner (350-5000m²) and H.S Robert (350-4000m²) types - Customizable designs to meet specific technical requirements - Robust construction with corrosion-resistant materials - Advanced thermal efficiency for reduced energy consumption - Automated control systems for precise operation Benefits: - Reduced operational costs through energy-efficient performance - Minimal maintenance requirements and extended equipment lifespan - Enhanced process efficiency with precise concentration control - Compliance with environmental regulations and standards - Reliable continuous operation for uninterrupted production
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial evaporators efficiently concentrate solutions by removing solvents through evaporation, handling diverse fluids from chemical brines to food syrups. They ensure precise concentration control and energy efficiency while supporting sustainable operations through solvent recovery and waste volume reduction. These systems are essential for large-scale liquid processing in pharmaceuticals, food processing, and wastewater treatment. They help meet environmental regulations while optimizing production costs, with configurations adapting to specific viscosity, temperature, and capacity requirements across various industrial applications. - Sugar processing: Concentrating cane juice into syrup for crystallization - Automotive manufacturing: Recycling coolants and treating industrial wastewater - Chemical production: Recovering solvents and concentrating acid solutions - Food industry: Evaporating milk, fruit juices, and dairy products - Environmental management: Reducing effluent volume for disposal or reuse
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aromen Engineering Company (P) Ltd, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Evaporators For Liquid Concentration And Solvent Recovery
Industrial evaporators for liquid concentration and solvent recovery deliver advanced thermal performance for sugar, automotive, and chemical industries with high reliability and efficient operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aromen Engineering Company (P) Ltd Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer