undefined

Similar Products






Description
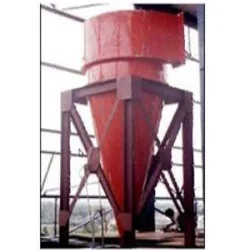
The IAFIPL Industrial Cyclone Dust Separator is engineered for superior dust management in large-scale industrial settings. Utilizing advanced centrifugal force technology, it effi...
The IAFIPL Industrial Cyclone Dust Separator is engineered for superior dust management in large-scale industrial settings. Utilizing advanced centrifugal force technology, it efficiently separates dust particles from air streams. A helical baffle system creates a powerful spiral flow, forcing heavy particulates toward the interior sidewalls where they descend into the collection base, while clean air is discharged through the central cylinder. This mechanical separation process is highly effective for handling substantial dust volumes, offering reliable performance even under challenging conditions like extreme temperatures and continuous operation. Its design prioritizes durability and consistent output for demanding industrial applications. This separator is indispensable across a wide range of industries that generate significant airborne particulates. In cement manufacturing, it is crucial for collecting kiln feed dust and recovering product. Metal processing facilities rely on it to capture hazardous grinding dust. Woodworking shops use it to manage sawdust, while pharmaceutical operations employ it for precise powder recovery. Agricultural processors depend on it for grain dust control. The system's versatile capacity range, from 500 to 20,00,000 cubic meters per hour, makes it suitable for both medium-sized workshops and massive industrial plants requiring robust and scalable dust management solutions. The business value of this cyclone separator is rooted in its exceptional reliability and operational efficiency, which translate into tangible cost savings and productivity gains. Its heavy-duty construction ensures a long service life with minimal maintenance requirements. The removable cone section allows for easy access and replacement, drastically reducing system downtime during servicing. Its flexibility to operate as a standalone unit or as a pre-cleaner for baghouse filters provides adaptable system design options. Compliance with rigorous seismic and wind load ratings guarantees operational safety and regulatory adherence. Ultimately, it delivers economic advantages through reduced filter replacement costs, improved product recovery, and enhanced workplace safety, directly benefiting the bottom line. Key Features: - Utilizes centrifugal force technology for efficient, high-volume dust and air separation. - Handles a wide capacity range from 500 to 20,00,000 cubic meters per hour. - Constructed with heavy-duty materials for enhanced durability and long-term service life. - Features a removable cone section to facilitate straightforward maintenance and part replacement. - Operates effectively as a standalone system or can be paired with optional bag filter assemblies. Benefits: - Delivers efficient dust separation, ensuring cleaner air discharge and improved environmental control. - Accommodates various operational scales, providing a solution for different facility sizes. - Durable build guarantees reliable performance and reduces long-term capital expenditure. - Easy maintenance design minimizes operational downtime and associated labor costs. - Offers configuration flexibility to meet specific system layout and performance requirements.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The IAFIPL Industrial Cyclone Dust Separator serves as a primary collection system for high-volume dust loads in demanding environments. Its robust design handles extreme temperatures and continuous operation, making it essential for facilities where production efficiency and minimal downtime are critical. The system effectively manages particulate matter from various industrial processes, ensuring clean air discharge and operational reliability. This cyclone functions efficiently as a standalone unit or as a pre-cleaner when integrated with optional bag filter assemblies. The removable cone design simplifies maintenance and component replacement, significantly reducing service interruptions. Engineered to meet stringent industrial standards, including seismic zone 4 and 100 mph wind load ratings, it provides a dependable solution for compliance and long-term operational safety in heavy-duty applications. - Cement manufacturing plants for efficient kiln feed dust collection and valuable product recovery. - Woodworking and milling facilities to manage sawdust and wood particulate from cutting and sanding operations. - Metal processing industries for capturing fine grinding dust and metal particulates generated during fabrication. - Pharmaceutical production facilities ensuring powder recovery and maintaining strict air quality control standards. - Agricultural processing plants for effective grain dust control and material separation during handling and storage.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Intelligent Air Filters India Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Cyclone Dust Separator High Volume Centrifugal Force
IAFIPL Industrial Cyclone Dust Separator uses centrifugal force for high-volume dust collection, featuring heavy-duty construction and reliable performance for large-scale industrial operations across multiple sectors.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Intelligent Air Filters India Pvt Ltd Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer


