₹
Apparel & Fashion
Loading subcategories...
View More

Description
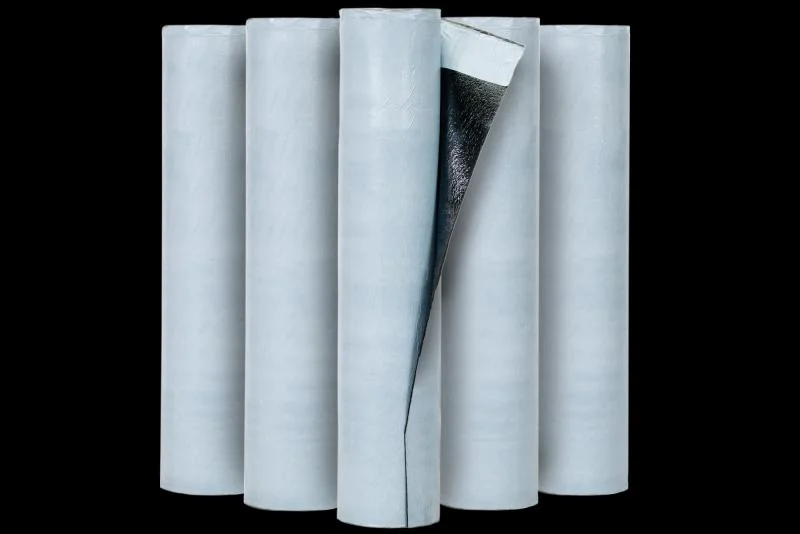
Imperial EJF Board represents advanced waterproof membrane technology engineered specifically for demanding construction and infrastructure applications. This high-performance synt...
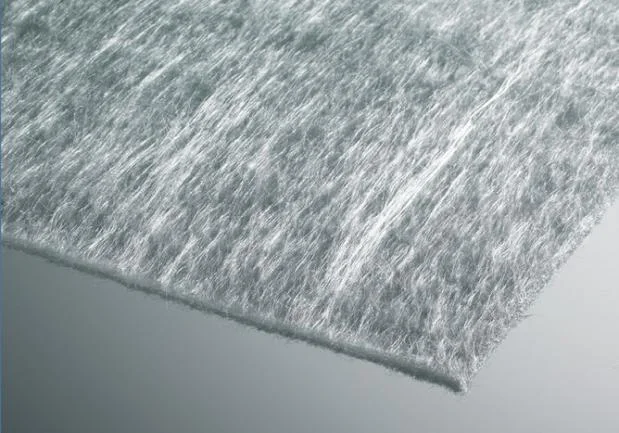
Imperial EJF Board represents advanced waterproof membrane technology engineered specifically for demanding construction and infrastructure applications. This high-performance synthetic membrane delivers exceptional moisture protection through its industrial-grade composition and specialized manufacturing process. The material offers superior dimensional stability and surface uniformity, achieved through precise engineering that ensures consistent performance across varying environmental conditions. With customizable thickness options available, this waterproof membrane can be tailored to meet specific project requirements, providing engineers with flexible solutions for complex construction challenges. The product's reliability is further enhanced by strong seaworthy packing that protects during transportation and storage, ensuring material integrity from factory to job site. This waterproof membrane finds extensive application across multiple construction sectors, particularly in civil engineering and infrastructure development. Road construction projects benefit significantly from its moisture protection capabilities, which prevent water infiltration that can compromise structural integrity over time. The membrane serves as a critical component in soil stabilization applications, especially in non-crystalline soil conditions where traditional materials may prove inadequate. Industrial development projects utilize this material for foundation protection, creating reliable barriers against groundwater and surface moisture that could otherwise damage structures. The product's compatibility with various construction methodologies makes it suitable for both new builds and renovation projects where waterproofing is essential for long-term durability. Businesses selecting Imperial EJF Board gain substantial value through enhanced project reliability and reduced long-term maintenance requirements. The product's industrial-grade quality ensures consistent performance that withstands demanding environmental conditions, providing peace of mind for project managers and contractors. Customizable thickness options eliminate compromise in specification matching, allowing for optimal material selection that precisely meets engineering requirements. The membrane's synthetic composition delivers predictable performance characteristics that simplify project planning and execution. On-time delivery support helps maintain project schedules, while the material's proven reliability in various applications reduces risk and enhances overall project outcomes for construction professionals. Key Features: - Industrial-grade waterproof membrane technology for maximum moisture protection - Customizable thickness options to match specific project engineering requirements - Synthetic composition with dimensional stability for consistent performance - Compatible with non-crystalline soil conditions for geotechnical applications - Strong seaworthy packing that ensures material integrity during transportation Benefits: - Provides reliable moisture protection that extends infrastructure lifespan - Customizable specifications eliminate compromise in project planning - Industrial-grade quality ensures consistent performance in demanding conditions - Reduces long-term maintenance costs through effective waterproofing - Strong packaging and reliable delivery support project timelines and budgets
Specifications
| Attribute | Value |
|---|---|
| Type | Waterproof Membrane |
| Thickness | As Required |
| Packing | Pallet Packing,Strong Seaworthy Packing |
| Delivery | On Time Delivery |
| Used For | Road Construction |
| Production Process | Synthetic |
| Grade Standard | Industrial Grade |
| Price | Negotiable |
| Color | Black or Dark Brown |
| Soil Type | Non Crystalline Soil |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The Imperial EJF Board waterproof membrane delivers essential protection in construction environments where moisture control is critical. Its synthetic composition and industrial-grade specifications ensure consistent performance across various soil conditions, particularly non-crystalline soils. The material's customizable thickness allows engineers to match exact project requirements for optimal waterproofing and structural support. This high-performance membrane serves as a fundamental component in geotechnical engineering and civil construction applications. Its uniform surface and dimensional stability provide reliable performance in weight-bearing scenarios and large unsupported spans. The product's compatibility with demanding environmental conditions makes it suitable for both surface and subsurface applications where traditional materials may fail under moisture exposure. - Road construction and highway infrastructure development projects - Soil stabilization and reinforcement in non-crystalline soil conditions - Waterproofing for underground structures including tunnels and basements - Foundation protection systems for commercial and industrial buildings - Moisture barriers in industrial flooring and pavement construction
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Imperial Impex, Karnataka Karnataka, India
Karnataka, India
Construction•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Industrial Waterproof Membrane For Road Construction Black Dark Brown
Imperial EJF Board industrial waterproof membrane provides reliable moisture protection for road construction and soil stabilization. This synthetic, industrial-grade material features customizable thickness and strong seaworthy packing for demanding infrastructure projects.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Imperial Impex
 Karnataka, India
Karnataka, India
ConstructionManufacturer