₹
Apparel & Fashion
Loading subcategories...
View More

Description
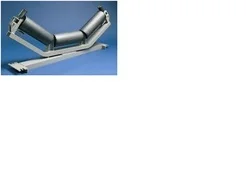
Engineered for the toughest industrial challenges, our heavy duty impact rollers are built to endure. They are specifically designed for installation at conveyor loading points—the...
Engineered for the toughest industrial challenges, our heavy duty impact rollers are built to endure. They are specifically designed for installation at conveyor loading points—the most vulnerable area in any bulk handling system. Here, they act as the first line of defense, absorbing the punishing shock of falling materials. Constructed from premium-grade materials with reinforced frames and high-resilience rubber rings, these rollers are manufactured to deliver consistent, reliable performance where it matters most, ensuring your conveyor belt and infrastructure are protected from premature wear and impact damage. These rollers are indispensable in sectors where conveyor systems are the backbone of operations. In mining, they handle the relentless impact of extracted ore and overburden. At construction material sites, they manage aggregates and cement clinker. Port terminals rely on them for efficient, damage-free handling of bulk commodities. Power plants use them to transport fuel reliably, and recycling facilities depend on their durability to process diverse waste streams. Their universal design and robust build make them suitable for both indoor and extreme outdoor environments, providing a common solution for a wide range of industrial material handling challenges. The investment in quality impact rollers translates directly into measurable business value: reduced operational costs and enhanced system uptime. By effectively cushioning impact, they dramatically extend conveyor belt life, lowering replacement costs and frequency. Their durability minimizes unplanned maintenance stops, keeping your production line moving. This reliability reduces total cost of ownership and safeguards your productivity. Choosing a proven, heavy-duty design means investing in fewer breakdowns, less spillage, and a smoother, more efficient material flow that supports your bottom line through consistent, uninterrupted operations. Key Features: - Heavy-duty construction with reinforced frames for maximum impact resistance in demanding environments. - Advanced shock-absorbing design featuring high-grade rubber rings to cushion material impact at loading zones. - Engineered for extended service life with sealed bearings and corrosion-resistant components to minimize wear. - Precision manufacturing ensures smooth rotation and reliable performance under continuous high-load conditions. - Standard sizes available to fit most industrial conveyor systems, ensuring easy integration and replacement. Benefits: - Protects conveyor belts from impact damage and cuts, significantly extending belt lifespan and reducing replacement costs. - Minimizes material spillage and belt mistracking by maintaining a stable and supported load path. - Reduces overall system vibration and noise, leading to a smoother operation and less structural stress. - Lowers maintenance frequency and downtime due to durable construction and reliable sealed bearing units. - Enhances operational safety and efficiency by providing a reliable foundation for continuous material handling.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Heavy duty impact rollers are engineered specifically for conveyor loading zones where bulk materials drop onto the belt. Their primary function is to absorb the high-impact forces generated by falling materials like ore, coal, aggregates, and packaged goods. This critical absorption protects the conveyor belt from damage, prevents spillage, and maintains the structural integrity of the entire conveyor system, ensuring smooth and continuous material flow essential for industrial productivity. These robust components are vital across industries that rely on bulk material handling. Their durable construction withstands harsh environments, from dusty quarries to wet processing plants. By minimizing belt wear and system vibration, impact rollers significantly reduce maintenance frequency and operational downtime. This reliability makes them a fundamental investment for operations where conveyor uptime directly impacts output, safety, and overall cost-efficiency. - Mining and quarrying: Transporting extracted materials like iron ore, coal, and crushed stone from crushers to processing or stockpile areas. - Cement and construction: Handling raw materials such as limestone, clinker, and gypsum throughout the production and bagging processes. - Ports and logistics: Managing bulk cargo like grains, fertilizers, and minerals during ship loading/unloading and yard transportation. - Power generation: Moving fuel sources including coal and biomass from storage to boiler feed systems in thermal power plants. - Recycling and waste management: Processing streams of municipal solid waste, scrap metal, and construction debris on sorting and feeding lines.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Arushi Engineers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Construction•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Heavy Duty Impact Rollers For Industrial Conveyor Systems
Heavy Duty Impact Rollers for industrial conveyor systems absorb shock at loading points, reduce belt wear, and ensure reliable performance in mining, construction, and material handling operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arushi Engineers Andhra Pradesh, India
Andhra Pradesh, India
ConstructionManufacturer