undefined

Similar Products




Description
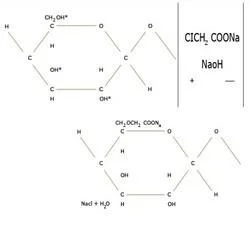
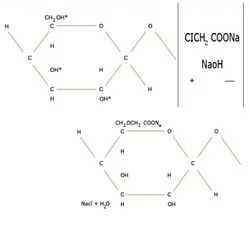
Hydroxy Ethyl Cellulose (HEC) is a high-performance, non-ionic water-soluble polymer derived from cellulose through ethylation. This versatile compound acts as an efficient thicken...
Hydroxy Ethyl Cellulose (HEC) is a high-performance, non-ionic water-soluble polymer derived from cellulose through ethylation. This versatile compound acts as an efficient thickener, stabilizer, and gelling agent across numerous industrial applications. Its unique molecular structure allows it to dissolve in both hot and cold water, forming clear, smooth solutions with excellent viscosity control. HEC is prized for its exceptional compatibility with other ingredients, pH stability, and ability to create protective colloidal films. As an environmentally friendly and biodegradable option, it meets the growing demand for sustainable additives in various manufacturing processes while delivering consistent performance and reliability. This cellulose ether finds extensive usage across diverse industries including paints and coatings, where it improves application properties and stability. In construction, it enhances water retention and workability in cement-based products. The personal care industry utilizes HEC in cosmetics and toiletries for its thickening and emulsifying properties. Pharmaceutical manufacturers employ it as a binder and controlled-release agent in tablet formulations. Additionally, it serves important functions in household products, agrochemicals, textiles, and oil drilling fluids, demonstrating remarkable versatility across both industrial and consumer sectors. The business value of Hydroxy Ethyl Cellulose lies in its ability to enhance product performance while reducing formulation costs. Its consistent quality ensures batch-to-batch reliability, minimizing production variations and quality issues. The product's non-toxic nature and biodegradability align with modern environmental regulations and consumer preferences for eco-friendly products. The compound's stability under various conditions reduces shelf-life concerns and transportation limitations, making it a practical choice for global supply chains and long-term storage scenarios. Key Features: - Excellent water solubility with both hot and cold water applications - Non-ionic character ensuring compatibility with other ingredients - pH stability across wide range (2-12) for versatile formulations - High thickening efficiency with pseudoplastic flow characteristics - Film-forming capability creating protective colloidal layers Benefits: - Enhanced product stability and performance across various applications - Reduced formulation costs through efficient thickening properties - Consistent batch-to-batch quality ensuring manufacturing reliability - Environmental compliance with biodegradable and non-toxic characteristics - Versatile application across multiple industries and formulations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Hydroxy Ethyl Cellulose serves as a versatile thickener and stabilizer across multiple sectors due to its excellent water retention, film-forming, and compatibility properties. It is particularly valued in industries requiring precise viscosity control and enhanced product stability under varying pH conditions, making it a preferred choice for formulators seeking reliable performance in aqueous systems. This cellulose ether is essential in construction materials like cement mortars and tile adhesives where it improves workability and water retention. In personal care and household products, it provides smooth texture and consistent viscosity. Its non-ionic nature ensures compatibility with other ingredients, making it suitable for complex formulations in pharmaceuticals, agrochemicals, and coatings industries. - Thickening agent in water-based paints and coatings for improved application and sag resistance - Binder and film-former in cosmetic products like shampoos, lotions, and creams for enhanced texture - Water retention additive in construction materials such as plaster, cement, and tile adhesives - Stabilizer and suspending agent in pharmaceutical formulations including ointments and eye drops - Gelling agent in household cleaning products like detergents and surface cleaners for viscosity control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

All India Drug Supply Co., Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Hydroxy Ethyl Cellulose Thickener Stabilizer Water Soluble Polymer
Industrial Hydroxy Ethyl Cellulose is a premium non-ionic water-soluble polymer thickener and stabilizer for paints, construction materials, cosmetics, and pharmaceuticals, offering reliable viscosity control and excellent compatibility.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
All India Drug Supply Co. Maharashtra, India
Maharashtra, India
Manufacturer