₹
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial Hydrostatic Testing Units equipped with belt pulley driven piston pumps are engineered for dependable pressure testing where accuracy and reliability are paramount. Thes...
Industrial Hydrostatic Testing Units equipped with belt pulley driven piston pumps are engineered for dependable pressure testing where accuracy and reliability are paramount. These systems are built using high-grade materials and proven mechanical designs to deliver consistent performance in challenging conditions. They provide precise control over test pressure, enabling thorough verification of component integrity, leak detection, and compliance with industry safety regulations. Each unit is constructed to offer long service life with minimal maintenance, making it a trusted tool for professionals who require accurate results for critical safety assessments and quality control processes. These testing units are indispensable across sectors where pressure containment is vital. In the oil and gas industry, they are used to verify pipeline integrity before commissioning and during periodic inspections. Manufacturing facilities rely on them for quality checks on pressure vessels, hydraulic systems, and valves. Construction and infrastructure companies utilize them for testing plumbing and fire protection systems. The automotive and aerospace industries employ these units to validate the safety of fluid-carrying components. Their versatility and robust design make them a fundamental asset for any operation committed to preventing failures and ensuring system safety. The primary business value of these hydrostatic testing units lies in their operational reliability and contribution to risk management. Their durable, maintenance-friendly design minimizes unplanned downtime and reduces long-term ownership costs. By providing accurate, repeatable test results, they help prevent equipment failures, enhance workplace safety, and ensure compliance with regulatory standards, thereby avoiding potential fines and liability. This reliability translates into tangible cost savings, improved operational efficiency, and greater confidence in the integrity of tested systems, protecting both assets and personnel. Key Features: - Belt pulley driven piston pump design for smooth, consistent pressure generation without electrical complexity. - Constructed from high-grade, corrosion-resistant materials for durability in harsh industrial environments. - Precise pressure control and gauging for accurate testing and reliable results. - Robust, heavy-duty frame and components built for long-term, reliable service. - Simple, field-serviceable design that facilitates easy maintenance and operation. Benefits: - Enhances operational safety by reliably identifying leaks and verifying pressure integrity. - Reduces long-term costs through durable construction and minimal maintenance requirements. - Improves quality assurance with accurate, repeatable pressure testing outcomes. - Offers versatile application for testing pipelines, vessels, and components across multiple industries. - Supports compliance with international safety standards and regulatory testing protocols.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These robust hydrostatic testing units provide essential pressure verification for critical infrastructure and equipment. They generate precise water pressure to test the integrity of pipelines, pressure vessels, and hydraulic systems, ensuring they meet strict safety standards before commissioning or during routine maintenance cycles, preventing costly failures and ensuring operational safety. Available with belt pulley driven piston pumps, these units offer consistent, reliable pressure generation ideal for field operations and facilities without complex power requirements. Their durable construction withstands demanding industrial environments, making them suitable for both planned maintenance programs and urgent testing needs across various sectors where pressure integrity is non-negotiable. - Pressure testing and integrity verification for oil and gas transmission pipelines during installation and maintenance. - Quality assurance testing for industrial pressure vessels, boilers, and hydraulic cylinders in manufacturing plants. - Safety certification and leak testing for fire suppression systems and pressurized containers. - Validating the integrity of plumbing networks and industrial pipe systems in construction and facility management. - Reliability testing for critical automotive and aerospace components like brake lines and fuel systems.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Water Supply Specialities, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
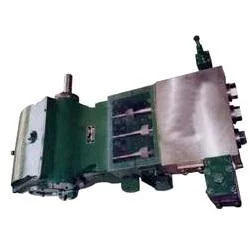
Industrial Hydrostatic Testing Units Belt Pulley Driven Piston Pump
Industrial Hydrostatic Testing Units with belt pulley driven piston pumps deliver reliable pressure testing for pipelines, vessels, and components in oil & gas, manufacturing, and maintenance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Water Supply Specialities Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer