undefined
Similar Products








Description
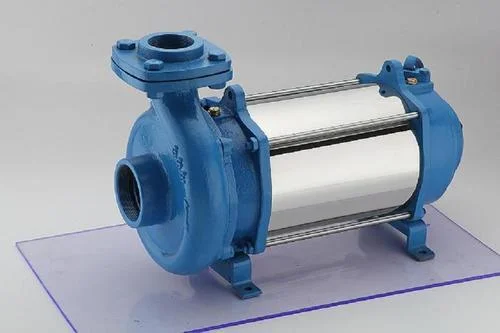
Our industrial horizontal open well water pumps represent advanced engineering for dependable water extraction and transfer applications. Manufactured using high-grade materials an...
Our industrial horizontal open well water pumps represent advanced engineering for dependable water extraction and transfer applications. Manufactured using high-grade materials and precision components, these centrifugal pumps deliver exceptional hydraulic performance across both industrial and domestic settings. The robust construction ensures longevity even under continuous operation conditions, while the standardized design guarantees compatibility with various installation requirements. These pumps are specifically configured for low-pressure applications where consistent water flow is essential. The multistage pump configuration enables efficient water handling from open wells and other surface water sources, making them indispensable for comprehensive water management systems. The hydraulic efficiency is optimized through careful engineering to reduce energy consumption while maintaining superior output performance. These horizontal open well pumps serve critical functions across numerous industries requiring reliable water transfer solutions. The agricultural sector utilizes them extensively for irrigation systems, ensuring water reaches crops efficiently and consistently. Municipalities deploy these pumps in water supply networks for residential and commercial areas, providing essential water distribution services. Industrial facilities rely on them for cooling water circulation, process water transfer, and wastewater management operations. Construction companies depend on these pumps for site dewatering and water supply during various project phases. The domestic market benefits from their application in apartment complexes and housing societies for consistent water supply from open wells and storage systems. The business value of these horizontal open well pumps lies in their unmatched reliability and operational efficiency. These pumps significantly reduce downtime through durable construction and minimal maintenance requirements, directly impacting productivity and operational costs. The standardized components ensure easy availability of spare parts, reducing maintenance delays and associated expenses. Their energy-efficient design translates to lower operating costs over the pump's complete lifecycle, providing substantial long-term savings. These pumps are engineered to withstand challenging operating conditions, delivering consistent performance where other pumps might fail. The quality manufacturing process guarantees that each unit meets stringent performance standards before delivery, ensuring customer satisfaction and trust. Key Features: - Horizontal open well design for efficient water extraction from surface sources - Durable centrifugal pump construction ensuring long service life and reliability - Low-pressure operation maintaining consistent water flow for various applications - Multistage pump configuration delivering enhanced performance and efficiency - Standardized components facilitating easy maintenance and system compatibility Benefits: - Reliable water transfer performance ensuring consistent operational efficiency - Reduced maintenance requirements lowering operational costs and downtime - Energy-efficient design minimizing power consumption and utility expenses - Durable construction providing long-lasting service in challenging environments - Easy installation and compatibility with various systems simplifying integration
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Power | Hydraulic |
| Pressure | Low Pressure |
| Standardor Nonstandard | Standard |
| Structure | Multistage Pump |
| Theory | Centrifugal Pump |
| Usage | Water |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our horizontal open well centrifugal pumps are engineered for versatile water management across agricultural, industrial, and municipal sectors. These robust pumps efficiently handle water extraction from open wells and surface sources, delivering consistent low-pressure performance for both intermittent and continuous operations. The durable construction ensures reliable performance in challenging environments while maintaining operational efficiency across diverse applications and usage scenarios. These multistage centrifugal pumps serve as critical components in water distribution systems where reliability and consistency are paramount. Industries value these units for their straightforward installation process and minimal maintenance requirements. The standardized design guarantees compatibility with various power sources and control systems, while the hydraulic power configuration ensures optimal performance. Their operational flexibility makes them ideal for applications ranging from small agricultural operations to large industrial complexes. - Agricultural irrigation systems for field crops and plantations - Municipal water supply networks for residential communities - Industrial cooling water circulation in manufacturing facilities - Construction site dewatering and water management operations - Water transfer systems for residential complexes and housing societies
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Coimbatore | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
Sri Srinivasa Agencies, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Horizontal Open Well Water Pump Centrifugal Low Pressure
Industrial horizontal open well water pump with centrifugal design for reliable low-pressure water transfer, irrigation, and supply applications across multiple sectors.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sri Srinivasa Agencies Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalDistributor / Wholesaler

