undefined

Similar Products






Description
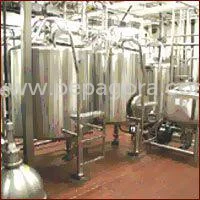
Our homogenizer mixers are engineered for precision and durability in demanding industrial environments, specifically designed to handle the rigorous requirements of dairy processi...
Our homogenizer mixers are engineered for precision and durability in demanding industrial environments, specifically designed to handle the rigorous requirements of dairy processing, food production, and other industries where consistent emulsion quality is critical. Built with robust materials and advanced engineering, these homogenizers effectively reduce particle sizes, create stable emulsions, and ensure uniform product consistency batch after batch. The comprehensive system includes oil phase boilers, water phase vessels, emulsification tanks, operation platforms, and control tanks for complete processing solutions. Each component is designed for excellent workability, easy maintenance, and long service life, providing reliable performance for your most challenging mixing applications while maintaining operational efficiency. These homogenizer mixers find extensive application across multiple industries beyond their primary use in dairy processing. In the food industry, they are indispensable for producing sauces, dressings, mayonnaise, and other emulsion-based products requiring perfect texture and stability. Pharmaceutical manufacturers utilize them for creating consistent medicinal creams, ointments, and liquid formulations where precise particle size distribution is crucial for product efficacy and safety. The cosmetics industry relies on these mixers for producing stable lotions, creams, and beauty products with perfect texture and consistent quality. Chemical processing plants use them for emulsifying various compounds and ensuring homogeneous mixing of ingredients, while their versatility makes them suitable for any operation requiring thorough mixing, emulsification, and particle size reduction across diverse industrial applications. The business value of our homogenizer mixers extends beyond their technical capabilities to deliver tangible operational benefits and competitive advantages. These machines enhance production efficiency by reducing processing time and ensuring consistent product quality across all batches, directly impacting your bottom line. Their exceptional reliability minimizes downtime and maintenance costs, while the available customization options allow for perfect integration with existing production lines and specific operational requirements. The superior homogenization quality leads to products with better shelf stability, improved texture, and enhanced consumer appeal, strengthening your market position. With robust construction and proven performance, these mixers represent a long-term investment that pays dividends through increased productivity, reduced waste, and higher quality end products that consistently meet stringent industry standards and customer expectations. Key Features: - High-quality construction with durable materials ensuring long-term reliability and performance - Comprehensive processing system including oil phase boiler, water phase vessel, and emulsification tanks - Integrated operation platform and control tank for enhanced workability and precision control - Customization options available to meet specific production requirements and facility constraints - Advanced design capable of heating, melting, homogenizing, and emulsifying various materials Benefits: - Consistent product quality with uniform texture and stable emulsions across all batches - Enhanced production efficiency through reduced processing time and operational streamlining - Extended equipment lifespan with minimal maintenance requirements and reliable performance - Improved product shelf stability and consumer appeal through superior homogenization - Versatile application across multiple industries with adaptable processing capabilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These homogenizer mixers are essential in dairy processing for creating stable, uniform emulsions in products like cream, yogurt, and processed cheese. They ensure consistent texture and prevent separation by breaking down fat globules and evenly dispersing ingredients throughout the mixture, resulting in superior product quality, extended shelf life, and enhanced consumer appeal for dairy manufacturers. Beyond dairy applications, these robust mixers serve critical roles in food processing, pharmaceuticals, cosmetics, and chemical production. They handle tasks like emulsifying sauces, homogenizing pharmaceutical creams, blending cosmetic lotions, and mixing chemical compounds. Their versatile design accommodates various viscosities and formulations, making them indispensable for industries requiring precise, repeatable mixing and particle size reduction. - Homogenizing milk and cream to achieve uniform fat distribution and prevent cream separation - Manufacturing yogurt and cultured dairy products to ensure smooth texture and consistent quality - Producing processed cheese and cheese spreads for perfect emulsification and shelf stability - Creating pharmaceutical emulsions and ointments that require precise particle size and homogeneity - Blending cosmetic creams and lotions to achieve smooth, stable formulations without separation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bhakti Engineering, Gujarat
 Gujarat, India
Gujarat, India
Food & Agriculture•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Dairy Food Processing Homogenizer Mixers Emulsification Heating
Premium dairy food processing homogenizer mixers deliver reliable emulsification, heating, and homogenization for creams, pastes, and high-grade products with consistent performance and customization options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhakti Engineering Gujarat, India
Gujarat, India
Food & AgricultureManufacturer






