₹
Apparel & Fashion
Loading subcategories...
View More
Description
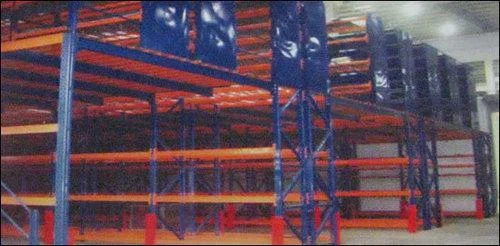
The Industrial Heavy Duty Two Tier Racking System represents a superior storage solution designed for demanding industrial environments. Constructed from high-quality materials, th...
The Industrial Heavy Duty Two Tier Racking System represents a superior storage solution designed for demanding industrial environments. Constructed from high-quality materials, this system delivers exceptional rigidity and strength, ensuring long-term durability even under continuous heavy use. The innovative two-tier design effectively doubles your storage capacity without expanding your facility's footprint, making it particularly valuable for operations where floor space is at a premium. Each unit is engineered to handle significant loads safely, providing an organized and secure method for storing pallets, large industrial components, and various goods. The system combines robust engineering with practical design elements to meet the rigorous demands of modern industrial storage requirements while maintaining accessibility and safety standards. This versatile racking system finds extensive application across multiple industrial sectors including warehousing, manufacturing, logistics, distribution, and industrial maintenance facilities. In warehouse operations, it supports efficient inventory management by enabling vertical storage of palletized goods while maintaining easy access. Manufacturing plants utilize it for storing raw materials and finished products in close proximity to production lines, significantly reducing material handling time and improving workflow efficiency. Logistics and distribution centers benefit from its ability to organize shipments systematically, enhancing operational throughput. The system's adaptability and robust construction make it suitable for any industrial environment requiring reliable, high-capacity storage solutions that can withstand daily operational demands. Investing in our heavy duty two tier racking system delivers substantial business value through improved space utilization, enhanced operational safety, and increased workflow efficiency. The robust construction minimizes the risk of structural failures, thereby reducing potential downtime and maintenance costs. The system's reliability ensures your storage infrastructure can support business growth and expansion without requiring frequent replacements or upgrades. By optimizing vertical space utilization, it helps maximize storage capacity within existing facility areas, potentially delaying the need for costly facility expansions. The system's design allows for seamless integration with current operations, providing a competitive advantage in managing inventory effectively while supporting sustainable operational practices. Key Features: - Constructed with high quality materials for superior strength and long-term durability - Two tier design maximizes vertical storage capacity without increasing footprint - Rigid structural engineering ensures stability and safety under heavy loads - Standard dimensions designed to fit common industrial spatial requirements - Engineered for straightforward assembly and adaptation to various environments Benefits: - Enhanced storage capacity through efficient vertical space utilization - Improved operational safety with stable and reliable structural performance - Reduced facility costs by maximizing existing space efficiency - Long-term durability minimizing replacement and maintenance expenses - Streamlined inventory management through organized storage accessibility
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy duty two tier racking system is engineered for industrial environments requiring organized high capacity storage. Its rigid construction supports substantial weight across both levels, making it suitable for pallets, bulk items, and large components. The design maximizes vertical space efficiently while ensuring easy access and safety in busy workplaces with demanding storage requirements. Manufacturing facilities, warehousing operations, logistics centers, and retail distribution networks benefit from its robust structure and space optimization capabilities. The system handles various load types while improving inventory management efficiency. It serves as a practical solution for operations looking to optimize floor space utilization and enhance overall workflow productivity in industrial settings. - Warehousing operations for storing palletized goods and bulk inventory on two accessible levels - Manufacturing plants for organizing raw materials and finished products near production areas - Distribution centers for efficient sorting and temporary storage of incoming and outgoing shipments - Retail distribution facilities for managing inventory overflow and seasonal product variations - Industrial workshops for storing machinery parts, tools, and equipment in organized manner
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Lifelong Metal Products, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Two Tier Racking System for Warehouse Storage
Industrial Heavy Duty Two Tier Racking System provides reliable warehouse storage with rigid construction for long-term performance. Ideal for factories and distribution centers needing organized vertical storage solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Lifelong Metal Products Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer







