₹
Apparel & Fashion
Loading subcategories...
View More

Description
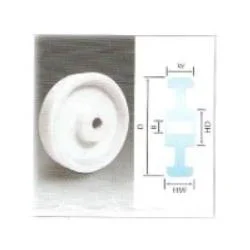
CHM's Heavy Duty Trolley Wheels Series 901 are precision-engineered for industrial applications requiring reliable mobility under heavy loads. Designed with a retainer-type structu...
CHM's Heavy Duty Trolley Wheels Series 901 are precision-engineered for industrial applications requiring reliable mobility under heavy loads. Designed with a retainer-type structure, these wheels provide exceptional strength, smooth rolling performance, and extended service life. They withstand rigorous daily use across diverse environments from factory floors to outdoor loading bays. The Series 901 wheels feature robust construction, high load-bearing capacity, and superior wear resistance, making them a preferred choice for businesses seeking durable and efficient trolley solutions. Their proven reliability ensures consistent performance in the most demanding operational conditions. These trolley wheels serve multiple industries including manufacturing, warehousing, logistics, retail, and construction. Manufacturing plants utilize them for moving raw materials and finished goods efficiently. Warehouses and distribution centers integrate them into inventory handling equipment to improve operational throughput. The retail sector employs these wheels in stock movement and display carts, while construction companies rely on them for transporting heavy tools and materials across job sites. Their versatility ensures optimal performance across various sectors, adapting to both indoor and outdoor application requirements with equal effectiveness. Businesses choosing Series 901 trolley wheels gain enhanced operational efficiency, reduced equipment downtime, and lower long-term costs due to their exceptional durability and minimal maintenance needs. The wheels' reliable performance ensures smooth and safe material handling, reducing physical strain on workers while increasing overall productivity. CHM's commitment to quality manufacturing provides businesses with solutions that integrate seamlessly into existing systems, offering competitive advantages through improved logistics and workflow management. These wheels represent a strategic investment for companies prioritizing reliability, safety, and cost-effectiveness in their material handling operations. Key Features: - High load capacity engineered for heavy-duty industrial applications - Durable retainer-type construction ensuring long service life - Smooth rolling performance across varied surfaces and conditions - Precision engineering for consistent operation and reliability - Resilient materials resistant to wear, impact, and environmental factors Benefits: - Enhanced operational efficiency through reliable mobility solutions - Reduced maintenance requirements and lower long-term costs - Improved workplace safety with stable load handling capabilities - Increased productivity through smooth and effortless movement - Long-lasting performance minimizing replacement frequency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Series 901 heavy duty trolley wheels are built for demanding environments where load stability and movement efficiency are critical. These wheels support high weight capacities while ensuring smooth rolling operation across uneven surfaces, making them ideal for industrial carts, assembly lines, and heavy equipment transport. Their robust construction minimizes downtime and maintenance, providing long-term value in high-frequency usage scenarios across manufacturing and logistics sectors. These wheels are widely used in manufacturing plants, warehouses, distribution centers, and logistics hubs. They support various equipment including hand trucks, platform trolleys, conveyor systems, and mobile racks. Industries rely on Series 901 for consistent performance, reduced operational noise, and adaptability to both indoor and outdoor conditions, enhancing workflow and material handling processes with dependable mobility solutions. - Material handling carts in manufacturing and assembly lines - Logistics and warehouse trolleys for moving heavy inventory - Industrial cleaning equipment and floor maintenance machines - Mobile racks and storage systems in retail and distribution - Assembly line conveyors and production unit transporters
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Calcutta Hardware & Machinery, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heavy Duty Trolley Wheels Series 901 High Load Capacity
CHM Series 901 Heavy Duty Trolley Wheels deliver high load capacity and smooth mobility for industrial equipment, trusted globally for material handling, logistics, and warehouse applications with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Calcutta Hardware & Machinery Maharashtra, India
Maharashtra, India
Manufacturer