undefined

Similar Products







Description
Our industrial goods elevators deliver reliable vertical transportation solutions for businesses requiring efficient material movement between multiple levels. Engineered with robu...
Our industrial goods elevators deliver reliable vertical transportation solutions for businesses requiring efficient material movement between multiple levels. Engineered with robust construction and advanced safety features, these elevators handle capacities ranging from 250kg to 10 tons, accommodating various load sizes from small packages to large pallets. The systems feature smooth operation mechanisms that ensure stable movement of goods without damage, available in both drum wound and traction machine configurations to suit different space and performance requirements. Customization options include cabin sizes from 3'x2' to 12'x20' and multiple opening configurations for flexible installation in diverse facility layouts. These goods elevators serve critical functions across multiple industries including manufacturing, warehousing, retail, hospitality, and healthcare. In manufacturing plants, they facilitate the movement of raw materials to production floors and finished goods to storage areas. Warehouses and distribution centers utilize them for efficient inventory management across multiple levels. Retail establishments benefit from streamlined stock movement from storage areas to sales floors, while hotels and hospitals use them for discreet service transportation between levels. The elevators are engineered to meet industry standards and comply with safety regulations for commercial material handling equipment. The business value of our goods elevators lies in their reliability, operational efficiency, and long-term cost savings. These systems reduce manual handling requirements, minimize workplace injuries, and improve workflow efficiency by eliminating stair transportation bottlenecks. The dual-rope drum design and traction systems ensure extended service life with minimal maintenance needs, providing excellent return on investment. Customization options allow businesses to optimize the elevator specifications for their specific operational requirements, space constraints, and budget considerations. Built with quality components and rigorous testing protocols, our elevators deliver consistent performance in demanding commercial environments. Key Features: - Capacity range from 250kg to 10 tons for various load requirements - Customizable cabin sizes from 3'x2' to 12'x20' with standard 6'7.5" height - Dual opening configuration option for flexible loading and unloading - Advanced drum design with separate rope grooves for reduced stress and longer life - Traction system with 2:1 roping for jerk-free smooth operation Benefits: - Reduced manual handling requirements and minimized workplace injuries - Improved workflow efficiency by eliminating stair transportation bottlenecks - Extended service life with minimal maintenance needs for cost savings - Excellent return on investment through reliable long-term performance - Consistent operation in demanding commercial environments with quality components
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial goods elevators transform multi-level material handling operations by providing safe, efficient vertical transportation between floors. These systems eliminate manual lifting challenges while reducing workplace injuries and operational bottlenecks. The elevators handle diverse loads from small packages to large pallets with consistent reliability in demanding environments, making them essential for facilities requiring frequent inter-floor material movement. These versatile elevators serve critical functions across manufacturing plants, warehouses, distribution centers, retail establishments, and service facilities. They accommodate various load types from raw materials to finished products while ensuring smooth transportation between different operational levels. The systems optimize vertical space utilization in facilities with limited floor area, providing cost-effective alternatives to horizontal expansion while maintaining workflow efficiency. - Manufacturing facilities for transporting raw materials to production floors and finished goods to storage areas - Warehouses and distribution centers for efficient inventory management across multiple storage levels - Retail stores and shopping complexes for stock movement from basement storage to sales floors - Hotels and restaurants for kitchen supplies, laundry, and equipment transportation between service levels - Healthcare facilities for moving medical supplies, equipment, and linens between different hospital floors
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bash Elevators & Escalators Private Limited, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
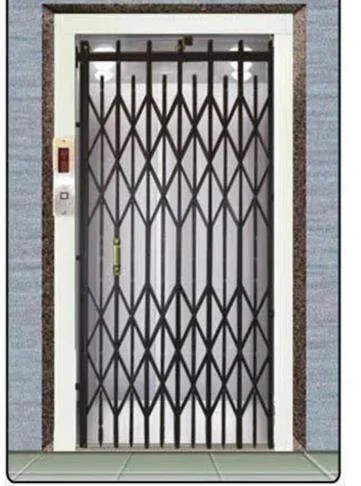
Industrial Goods Elevators For Efficient Vertical Material Transport
Industrial goods elevators provide efficient vertical material transport between floors with customizable capacities from 250kg to 10 tons. These reliable elevators feature smooth operation and robust safety mechanisms for industrial and commercial facilities requiring dependable material handling solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bash Elevators & Escalators Private Limited Uttar Pradesh, India
Uttar Pradesh, India
Manufacturer







