undefined
Apparel & Fashion
Loading subcategories...
View More

Description
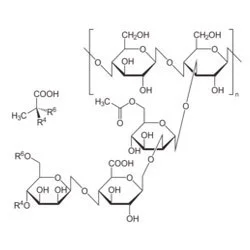
We supply premium gelatin powder in multiple standardized grades including IP pharmaceutical grade, 180 Bloom, and 120 Bloom variants to meet diverse industrial manufacturing requi...
We supply premium gelatin powder in multiple standardized grades including IP pharmaceutical grade, 180 Bloom, and 120 Bloom variants to meet diverse industrial manufacturing requirements. Our gelatin is produced from select raw materials under stringent quality control protocols, ensuring consistent performance and reliable gelling characteristics across all production batches. The product presents as a fine, odorless powder with excellent solubility in warm water, forming clear solutions with predictable gel strength. Whether your application requires pharmaceutical-grade material for capsule production or food-grade gelatin for culinary manufacturing, we provide consistent quality that meets technical specifications and volume demands for serious production environments. Our gelatin powder serves critical functions across multiple manufacturing sectors with distinct application requirements. The pharmaceutical industry utilizes IP grade gelatin for manufacturing hard and soft capsules, tablet coatings, and specialized medical products where purity, consistency, and regulatory compliance are essential. Food processing companies incorporate our 180 Bloom and 120 Bloom variants in confectionery production, dairy product stabilization, dessert manufacturing, and meat processing applications to improve texture, enhance mouthfeel, and extend shelf life. Industrial applications include photographic paper coatings, adhesive formulations, and cosmetic products where gelatin serves as an effective natural binding and thickening agent. This cross-sector versatility makes our product a valuable raw material for manufacturers seeking reliable functional ingredients. Manufacturing businesses select our gelatin powder for its production reliability and consistent quality that minimizes process variability and reduces quality control challenges. The availability of different bloom strengths enables precise formulation control, allowing manufacturers to achieve specific product textures without extensive recipe adjustments or production delays. Our focus on batch-to-batch uniformity ensures that production runs remain consistent, reducing waste and improving operational efficiency. This reliability, combined with our stable supply chain and technical specification consistency, helps businesses maintain production continuity while optimizing operational costs. The product's extended shelf life and stable storage properties make it an economical choice for inventory management and production planning. Key Features: - Multiple bloom strength options including 180 Bloom and 120 Bloom variants - IP pharmaceutical grade certification for regulated applications - Consistent gelling properties with reliable batch-to-batch uniformity - High solubility in warm water with clear solution formation - Fine powder format for easy handling and rapid dissolution Benefits: - Reliable performance reduces manufacturing variability and quality issues - Multiple bloom strengths provide formulation flexibility across applications - Consistent quality ensures predictable results in production processes - Pharmaceutical-grade option meets stringent regulatory requirements - Versatile functionality serves multiple industries with single ingredient solution
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our premium gelatin powder serves as a versatile functional ingredient across manufacturing sectors due to its reliable gelling, thickening, and stabilizing capabilities. Food producers utilize specific bloom strengths to achieve precise textures in confectionery, dairy products, and desserts, ensuring consistent quality in every batch. The controlled gel strength allows manufacturers to standardize recipes and reduce production variability. Pharmaceutical manufacturers rely on high-purity IP grade gelatin for capsule production and tablet binding, where consistency and safety are paramount. Industrial applications extend to photographic papers, adhesives, and cosmetic formulations where gelatin acts as an effective binding agent. Different bloom strengths cater to specific technical requirements, from firm pharmaceutical capsules to soft food textures, providing formulation flexibility across diverse production needs. - Pharmaceutical capsule and softgel production using high-purity IP grade gelatin - Confectionery manufacturing for gummy candies, marshmallows, and jelly desserts - Dairy industry applications in yogurt stabilization and ice cream texture improvement - Photographic industry for specialty paper coatings and emulsion binding - Cosmetic formulations as a natural binding agent in creams and lotions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

All India Drug Supply Co., Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Premium Gelatin Powder Supplier IP 180 Bloom 120 Bloom Food Pharmaceutical Industrial
Premium gelatin powder supplier offering IP, 180 Bloom, and 120 Bloom grades for food, pharmaceutical, and industrial applications. Trusted quality with consistent gelling properties for reliable manufacturing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
All India Drug Supply Co. Maharashtra, India
Maharashtra, India
Manufacturer