undefined
Description
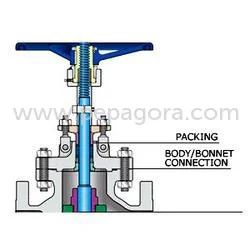
Our premium industrial gate and globe valves represent the pinnacle of fluid control engineering, designed for exceptional performance and long-term reliability in critical applica...
Our premium industrial gate and globe valves represent the pinnacle of fluid control engineering, designed for exceptional performance and long-term reliability in critical applications. These valves feature robust construction with precision yoke and stem mechanisms that ensure smooth operation and easy maintenance even under high-pressure conditions. The full-bore design of our gate valves provides an uninterrupted flow path when fully open, minimizing pressure drop and turbulence while maximizing flow capacity. Our globe valves feature precise seating arrangements that deliver exceptional flow regulation and leak-tight shut-off capabilities, built to withstand frequent cycling and demanding operational environments across various industries. These industrial valves serve essential functions across multiple sectors including oil and gas, water treatment, power generation, chemical processing, and marine applications. In oil and gas operations, they ensure safe isolation and control of pipelines and processing equipment. Water treatment facilities rely on them for mainline isolation and flow regulation. Power plants utilize them for steam, fuel, and cooling system management. Chemical processing industries depend on their leak-tight sealing for handling aggressive media. Marine and HVAC applications benefit from their durability and precise control capabilities in various temperature and pressure conditions requiring reliable performance. The value of these valves lies in their exceptional reliability, reduced maintenance requirements, and long service life that directly impact operational efficiency and cost savings. Their robust construction minimizes downtime and repair costs while ensuring consistent performance in demanding environments. The full-bore design improves system efficiency by maintaining maximum flow capacity, while the precise engineering ensures leak-tight sealing that prevents product loss and environmental concerns. These valves represent a smart investment for operations prioritizing reliability, safety, and long-term cost efficiency in their fluid handling systems. Key Features: - Full-bore design for minimal pressure drop and maximum flow capacity - Robust yoke mechanisms ensuring smooth operation and easy maintenance - Precision seating arrangements for exceptional flow regulation capabilities - Leak-tight shut-off performance in demanding environments - Durable construction for long service life and reduced maintenance Benefits: - Enhanced operational efficiency through minimal pressure drop design - Reduced maintenance costs with robust construction and easy maintenance - Precise flow control capabilities for improved process accuracy - Reliable leak-tight sealing preventing product loss and safety issues - Long-term cost savings through durable performance and reduced downtime
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Gate valves deliver superior on/off isolation in pipeline systems where minimal pressure drop is essential. Their full-bore design enables uninterrupted flow when fully open, making them ideal for water supply networks, oil and gas distribution, and industrial processing lines requiring complete flow paths without restrictions. These valves maintain system integrity while preventing pressure loss during demanding operations. Globe valves excel in flow regulation and throttling applications where precise control is critical. Their unique seating arrangement provides excellent modulation capabilities, making them perfect for cooling systems, fuel oil circuits, high-point vents, low-point drains, and steam handling applications requiring frequent adjustment and reliable shut-off performance in challenging industrial environments. - Water and wastewater treatment plants for mainline isolation and flow control operations - Oil and gas pipelines, refineries, and distribution networks for safe fluid handling - Power generation facilities managing steam, fuel, and cooling systems efficiently - Chemical and petrochemical processing plants handling aggressive media safely - HVAC systems, marine applications, and industrial heating networks requiring durability
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Prasha Traders, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•Trading Company
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Gate And Globe Valves For Flow Control And Isolation
Premium industrial gate and globe valves provide reliable on/off isolation and precise flow regulation. Featuring full-bore design and robust yoke mechanisms for durable fluid control solutions across various industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Prasha Traders Maharashtra, India
Maharashtra, India
Food & AgricultureTrading Company





